3dpd
md5: a7d727c65044654e96d719f5f9369260
🔍
Last Thread:
>>2918429Last minute edition
>Your print failed? Go to:www.simplify3d.com/support/print-quality-troubleshooting
>Calibrate your printer.ellis3dp.com/Print-Tuning-Guide/
teachingtechyt.github.io/calibration.html
If that doesn't help you solve your problems, post:
>A picture of the failed part>Printer make & model>Filament type/brand>Slicer & slicer settings>What printer should I buy? [52/40/10 :detadpU tsaL]Do your own research, but if you gotta ask; just buy whatever Bambu fits your budget.
DIY: reprap.org/wiki/
SLA: >>>/tg/3dpg
>Where can I get things to print?www.thingiverse.com/
thangs.com/
printables.com/
grabcad.com/
www.yeggi.com/
cults3d.com/
www.stlfinder.com/
google.com/
T*legr*m
>What CAD software should I use?Free to anyone: FreeCAD, Fusion360, Onshape, TinkerCAD,
Free to me: Autodesk Inventor, AutoCAD, Solidworks, Rhino, Solid Edge
Autistic /g/oobers: OpenSCAD, OpenJSCAD, CadQuery
Participation medal entries: PTC Creo, Solvespace
Mesh free-forming and modeling: Blender
Architects: Sketchup
>What slicer should I use?For everyone: Cura, PrusaSlicer, BambuStudio for Bambu owners.
For enthusiasts: SuperSlicer, OrcaSlicer
For autists: Pleccer/SuperPleccer, Kiri:Moto, FullControl
Legacy Pastebin (Last updated 12-8-2020): pastebin.com/AKqpcyN5
#369
lol previous thread 404'd before I could paste a link to this thread

1
md5: 96908e71074621d187b7bea42f8abbe0
🔍
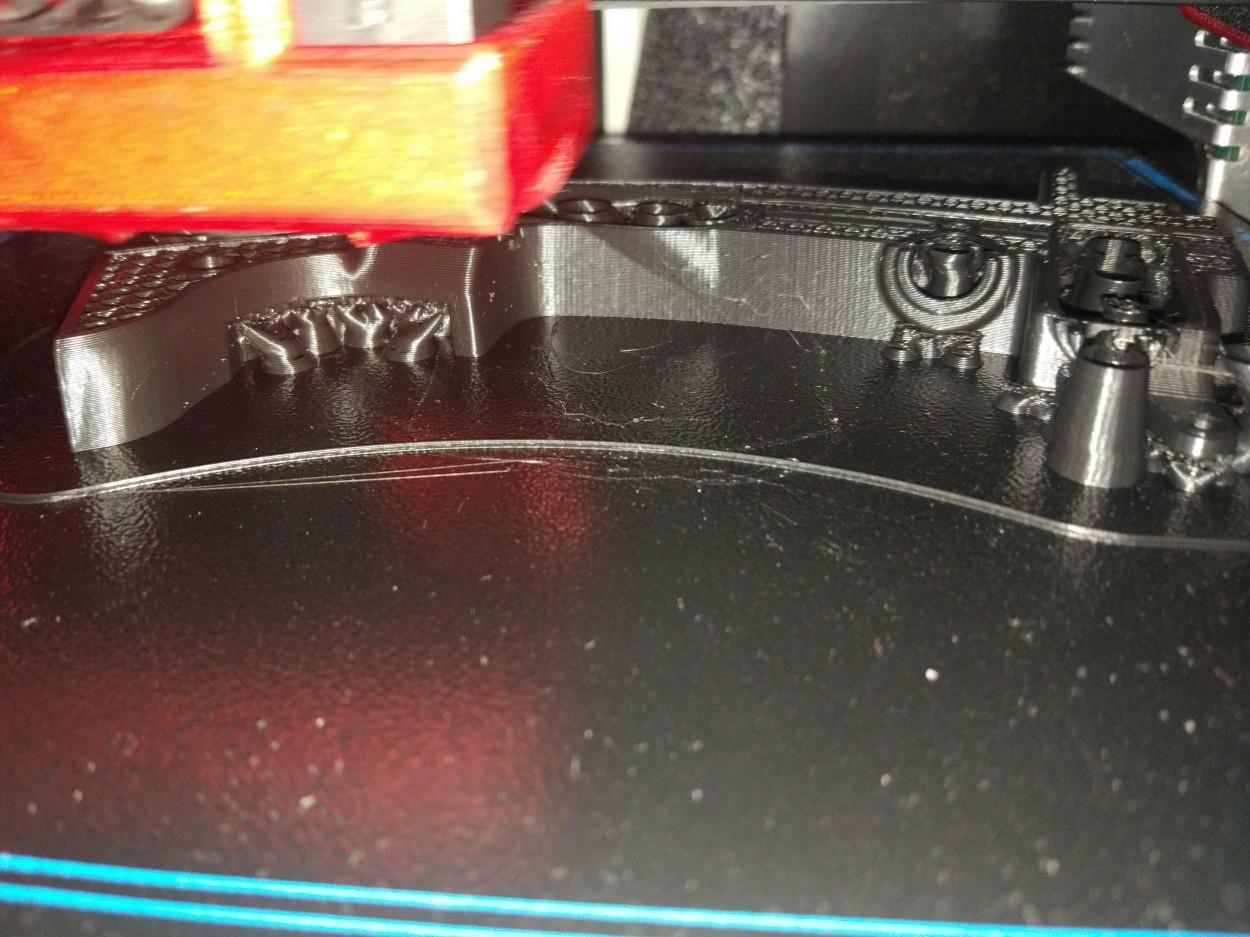
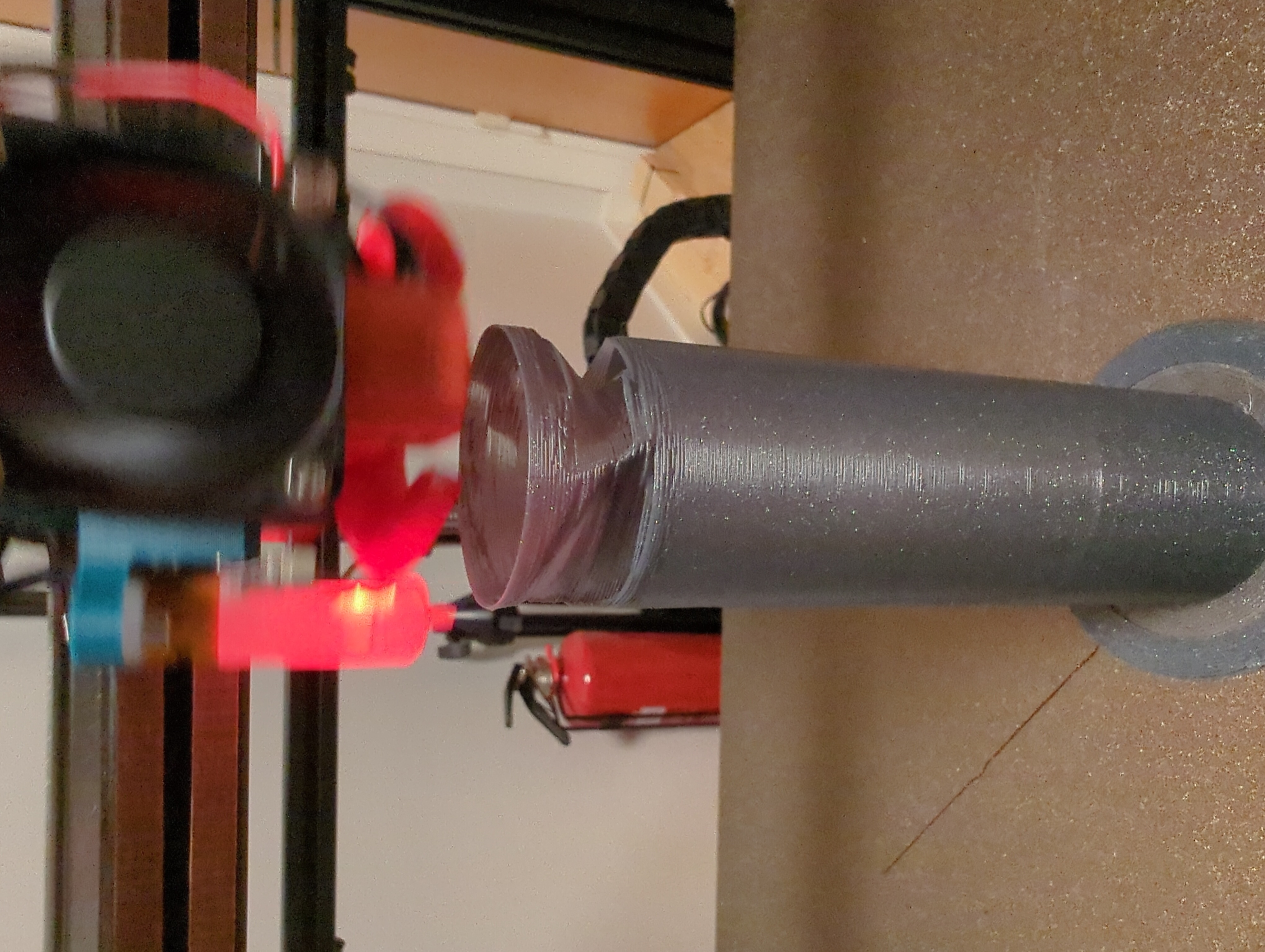
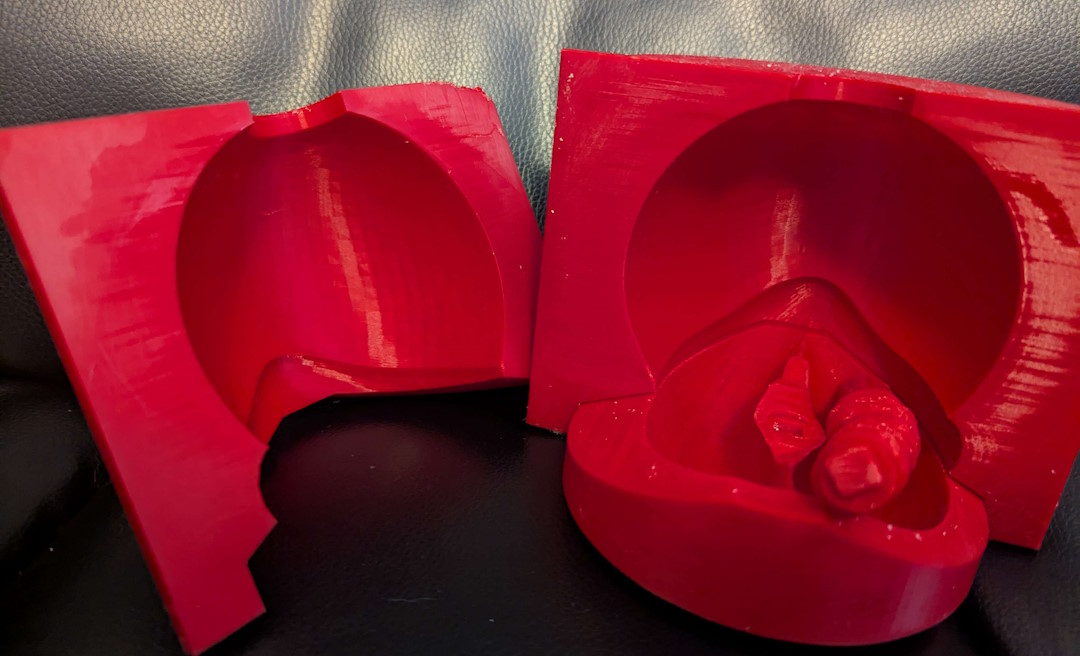
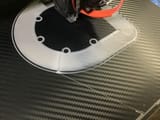
This is where I'm at so far. No cleanup yet, printed in PC and took two fucking days. Has a nice frosted glass look to it. I ordered some 3 inch polishing pads to throw on the Dremel and see if I can get it even clearer. Planning to hit the larger end with some vintage amber guitar lacquer (shoutout to Adam Savage). And this is just the first half, there’s still another half to go, which means another two day print. It’s a Jarvik 7 artificial heart. Assuming going PC route gives advantage with strength compared to resin? Thing seems pretty solid after squeezing it.
Also someone mentioned Polycrylic in the other thread. I dont know whether this works with PC, most people ive seen use it, use it on resin prints. Will I even get the clear effect or just ruin this? I have other prints I can test it with but $20 just to find out it doesnt work would suck.
Anyone ever had issues with electrostatic build up on silky filiments?
i've had a bitch of a time chasing this "TMC 'extruder' reports error: GSTAT: 00000001 reset=1(Reset)" error shutting down the printer after a random amount of time whenever im printing with silky shit, i can run 24 hour ABS prints fine, but even 30 minutes of this dual color silky just shuts down the machine.
i ended up just staring at the print head while i ran it, and eventually i heard a little "zip" seconds before the machine stopped, so i restarted a print, and this time 50 mins in i tapped a screwdriver to the rear rod of the extruder, and saw a spark, which then kicked up the same error.
i have like, 20 KG of this bullshit silky filiment from a mate who shut down his trinket print farm, so i dont want to waste it, any ideas?
>>2923532get a bambu printer
>>2923532What the other anon said, ive thrown everything at this printer and it still keeps on going, if you are getting retarded errors like that its time to get a new printer.

lol
md5: 3ae4b0f34082894c6b93b8bc32e541ca
🔍
Is AMS worth the $350 price tag?
>>2923542I rarely use mine.
>>2923532You need some way to gradually disperse the charge from the filament. Rig up a little bracket that keeps a thin flexible piece of metal in contact with the filament on the spool (even a strip of foil would do the trick) and have that in turn connected to some bit of wire or whatnot that's taped to a table.
>>2923542$350 is enough to get started with a toolchanger, which is far more useful and less wasteful.
>>2922062So ironically, I've answered my own example here through personal experience. One of the idler pulleys on my z18 went bad, which incidentally is what was causing the layer shift in
>>2922885 . I had noticed last night that it had developed an odd wobble when changing directions, and the belt would tilt ever so slightly any time that pulley changed directions. I was getting ready to start a series of very large prints (those self watering flower boxes) that would take over a week to print at least, and I told myself that as soon as those were finished, I would take apart that idler and see what the issue was. Started the first print last night and everything looked fine, checked on it this morning and it was making a really awful sounding squeaky, raspy noise and there was a virtually identical layer shift that had occurred even earlier in the print than the test piece I showed before. That pulley was wiggling much worse and would visibly move when you poked it. I'm guessing what happened is the bearing seized for a moment and thats what caused the layer shift, since the machine didn't know it spent a moment not moving. I've ordered 6 replacement idlers for $5 each so hopefully that will fix most of the weird issues I've been having.
I will say though that this machine has thousand(s?) of hours of print time on it. I got it from an auction from my university and the smart extruder it came with has at least 1000 hours of actual print time logged, and it wasn't the first extruder they had on it based on the machines diagnostics/log files. I could have sworn that the original extruder used to show multiple thousands of hours and that it changes, like some value is overflowing but I can't be sure.
>>2923532Proper grounding. You don't want high current spikes passing through any bearings within your extruder, but if it's just a slow constant discharge it's likely fine. Presumably your printer is grounded at the mains side to the chassis, so I'd just go through ensuring that your DC 0V rail is tied to the chassis too, and that the 0V at your hot end is tied to metal that's making reliable electrical contact with the extruder gears. That's likely enough, though if you already measure continuity from extruder gear to the ground pin and the 0V rail, you'd have to look elsewhere. Got a DMM?
I assume the issue is filament rubbing against something like PTFE, so you may also need to figure out how to ground the thing that's getting the other half of the charge. Maybe that means running a wire to some foil tape wrapped around a PTFE tube, or holding a conductive brush against something.
>>2923572Maybe there was periodic maintenance you missed out on? Like adding lubrication to a bearing, or cleaning out the lube and replacing it.
>>2923542I used mine a lot for petg/pla interface surfaces, which now I don't do. Mostly it's now convenience to pick a slot to print with and go so I don't have to unload and load a roll off the back. If you're a single filament single colour type of guy then there's no real convenience except continue printing during roll run out.
>>2923575>Maybe there was periodic maintenance you missed out on? Like adding lubrication to a bearing, or cleaning out the lube and replacing it.It's possible. I've oiled the linear rails and z axis screws and guide rails twice since I got it (although I am pretty sure the z axis screws are really supposed to use something thicker like a grease) but beyond that and replacing a nozzle and re applying fresh tape to the build plate, there hasn't been much in the way of maintenance that I have heard about. I found a video showing how to replace these idlers so I'll get a better idea of whether theres a way to oil them or not when I get the parts in and watch it in detail, but I think this was just an issue of a part just wearing out
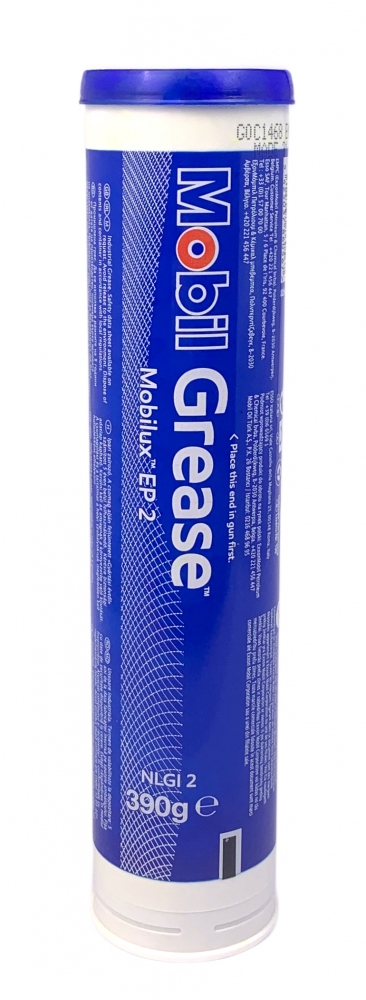
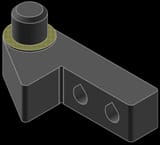
>>2923599Use grease. Picrel is a good grease for packing your linear rail carriage and works on leadscrews too. You shouldn't use grease with leadscrew nuts made from POM though as it is self lubricating. But if you've got brass lead screw nuts, grease 'em up. Most automotive shops sell these for <$10 dollars per tube. Get some applicator syringes for annother $10 and you will be set for the coming years even if running a +50 machine printfarm. Whatever the fuck you do, don't waste your money on EP-2 or SuperLube grease prepacked into an applicator syringe for $12 to $20 at some 3d printing store. It's time the grease scam fucking dies.
>>2923542I like how I dont have a bunch of rolls of filament with a few meters of plastic on it anymore.
Most of the stuff I print gets sanded and painted anyways so the print changing color mid print is fine for me
>>2923532ground the parts of the machine that are metal like
>>2923575 and also do with the filament as what
>>2923544 says
it amuses me how little care is given to have a proper ground to the machines
>>2923572linear rails can be changed easily if necessary, but if you are in an university, do you have access to metrology equipment or at least a dial indicator? yo may want to check that some parts are and move flat
still they shouldnt have a lot of wear, but it may have been severely missmanaged
>>2923533>>2923538>>2923539you lads remember this is the /DIY/ board right? you guys actually print functional parts right? not just flexi toys and buttplugs right?
>>2923544i striped some copper cable, wrapped it loosely around the filiment between my 2 filters (one to remove cat dander and dust, second to oil the filiment) then jammed the other end into the ground wago connector in my electronics bay, didn't do much.
>>2923575>>2923624its a self printed voron 2.4, using a BTT toolhead board and canbus, theres is fuck all grounding options, i found a guy with a similair issue on the github for the board, with an interesting idea to ground the extruder shaft using tinfoil glued to the back of a paper sheet, then soldered to the canbus 24v ground line, ill have a look into that fix, but theres fuck all follow-up from them or anyone else in the github issues thread.
grounding the PTFE tubing is a good idea though, right now its only touching printed components and the canbus cable.
>>2923636>theres is fuck all grounding optionsI guess your extruder frame is 3D printed too? If it were metal that would be easy. I'd look into conductive glues or varnishes to get a solid connection to your extruder shaft, assuming you don't have ceramic bearings. A spring-loaded contact out of a battery holder, a pogo-pin line in smart-watch chargers, or even just a piece of spring-steel or piano wire like for a printer umbilical would be a good idea too, if you can find a good way to mount it. You could try reprinting the extruder housing so there's a channel for a solid-core copper wire to get shoved between the plastic and the shaft.
I think the only electrically conductive 3D filaments are PLAs, so unless you want to try your hand at annealing (or re-melting, or casting) you'll probably have to shove metal somewhere somehow.
>>2923638voron clockwork2, only metal components are the extruder shaft, a bondtech gear set, and the screws, most of which are threaded into headset inserts, which are directly connected to nothing but plastic.
worst thing is, this static is ONLY a problem with shiny 2 color PLA, right now the machine is 7 hours into an 8 hour ABS print, while the pla fails before the first hour consistently
>>2923636first of all, try to ground to the metallic structure, not only the "ground" of the canbus, that wire may get damaged, but this would be difficult in a voron i guess. this shit is way easier when there is no plastic parts linking metal parts.
i mean where i work every machine takes extra care to have all its parts grounded...
the extruder and bed heaters should be grounded in case there is a short. but instead the 3d collective decided that the best option was not use mains, but use low voltage (so you need to add a big power supply just to burn it in a resistance), as if that would made it safe enough
i mean without grounding im 99% sure it doesnt comply with the eu regulation of machinery... but i also know that 3d printer companies try to argue that 3d printers are printers and therefore office appliances and not machinery to avoid this, last time i checked, like a couple years ago, the commission were supposed to make a clarification on that but shit is slow
>>2923638i would try to insert a connector inside the 3d print somewhere, or ideally use lugs like picrel as a washer wherever screws or nuts are used
>>2923640>headset insertsYou can solder to those. I've done it before to get a sleep signal from a soldering pencil through an assembly.
>>2923641my bed heater is mains voltage, and it has a ground wire screwed into the wago ground line, which is connected to each of the PSU grounds, and a wire screwed through a t-nut until it bites into a sanded portion of the extrusion.
>>2923644the issue isn't them being unsolderable, the issue is them being embeded in plsatic on all sides except the side that has a screw through it.
>>2923645Solder a solid-core copper wire on a nearby threaded insert and bend it around to be in constant spring-loaded contact with the extruder shaft. Then crimp a spade or whatever to its other end and wire it to 0V.
You could maybe also use an eye terminal on an existing fastener to hold it in place.
>>2923651you cant solder shit to an insert in a clockwork2, they're FULLY inserted into the plastic, and the only open side is a flush fit with another part.
even if you could, all you've done is link 1 of 10 ungrounded insert to the ungrounded extruder shaft.
if it had a through hole into a nut, like i think you're thinking of, maybe it would work.
>>2923640Just ground the extruder stepper motor housing using a M3 ring terminal. Also mind the fact that signal ground is not the same as ground or protective earth. I also 110% agree with the guy who told you to let the filament go through a metal brush thats connected to PE. It's going to lead all the static electricity build up escape to ground, preventing a build up. Aside from that, PE should be connected to your frame, bed plate and any PSU that isn't double isolated.
>>2923667i mean its not ideal but, cannot you use a lug as a washer in the nozzle to heater threaded conection?
>>2923673the housing is already grounded.
the shaft, which is the part that connects to the filiment isn't so when the static builds up in the shaft it discharges to the grounded housing causing the overvoltage shutdown.
the PSU's, bed heater and frame are all grounded together into the power cord.
when i say the ground of the canbus cable, i mean the 24v ground, not the signal ground.
>>2923674connecting to the nozzle is a good though, i use an e3d revo since i often swap to a 1mm nozzle for larger prints, or to print prototypes quickly. then back to a 0.4 or 0.2 when i need accurate dimensions, so theres not really anywhere to connect it other than between the heating core and nozzle, and im not sure i could get a washer or ring terminal in there without ruining the already pretty iffy heat transfer.
i think im just going to shelve these dual color PLAs for a few years, discover them and go through this whole static discharge issue once a few more people have run into it, or until i get off my ass and convert my frankensteined monoprice select mini into a working printer, since i'm pretty sure this issue only exists on direct drive toolhead style machines.
>>2923679christ, i need to go the bed, too many spelling mistakes in that post to trust myself with diddling my printers electronics bay.
>2920747
Looks nice but how strong is it? Especially on a massive lever like a folding stock, have you ever destruction tested these types of prints?
>>2923679good lugs are copper so transmit heat really good, and are relatively plastic, it wont stop heat spreading and would seal properly

file
md5: be79892a94fa678c6d4c0a3942e6e104
🔍
fusrock pet-cf arrived
it prints fine
nozzle temp 300 (probably should have used 320)
PA is ~0.005 unlike 0.015 for most filaments in my case
bed temp 115
chamber 70
i'll put all the necessary inserts and anneal the parts with oven with some sand when the print finishes
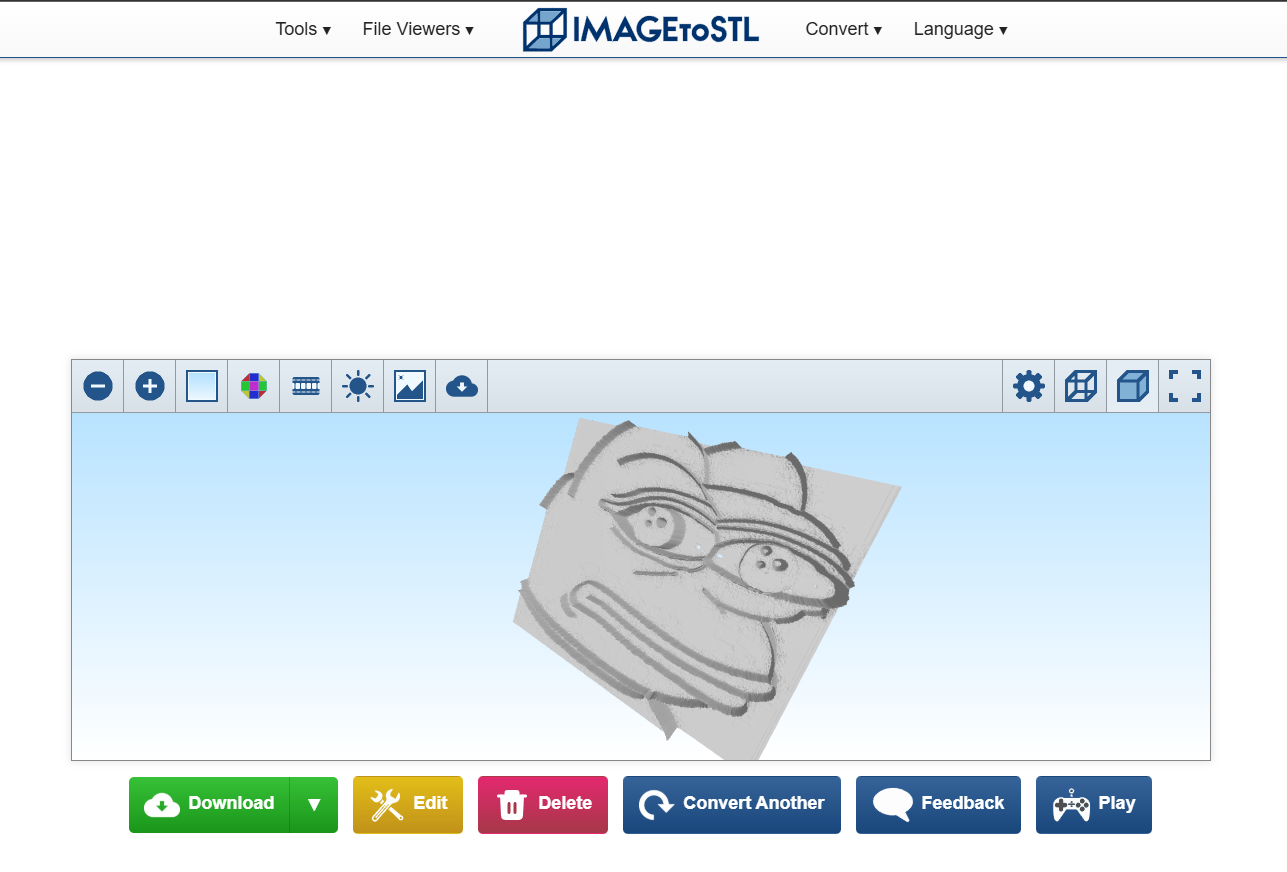
For anyone interested in 3D printing 2D images like logos, I recently found "imagetostl.com" that does it for free, been having some fun with it.
>>2923699aishit version of it (chink website alert but it works with simple email verification)
3d.hunyuan.tencent.com

file
md5: f5449f676bc61da8297be65771622b4c
🔍
>>2923614very true
i made this with some random syringe i had+superlube tube+some syringe attachment that came with solder cream
PETG prints slowly, but ABS requires chamber heating time...
>>2923706I print my PETG as fast as PLA, what is slow to you?
>>2923572I'm not actively at school right now (taking a break before doing a masters program) but I do have access to a machine shop so a dial indicator is something I have available. The only meteorology equipment I have is a lightning detector box and antenna I dug out of an e-waste dumpster when they renovated one of the buildings.
>>2923636did you try grounding the filament after the oiler?
What's the latest and greatest when it comes to 3D printed PCBs?
>>2923715>what is slow to you?slow enough that I notice it, slow enough that my corexy printer reminds me of my ender 3
>>2923679Wait, the motor is already grounded? Doesn’t that mean the extruder gears are too?
>>2923742You’re better off strapping a laser or router to your print-head.
>>2923742you use a resin printer to photodevelop the print circuit in a pcb prepared for that
>>2923789grounding the motor casing was the first thing i tried once i noticed the spark, since it has a screw on the rear that was easy to add an eyelet too i ran a long ass cable along the bowden tube to the frame of the printer, sanded off a bit of the black anodization, and jammed the wire under a t-nut with a screw pushing it into the sanded area, after that the shorting happened way sooner in the prints.
actually, i may need to investigate the idler arm also building up a charge through the gear interface, maybe the """genuine""" bondtech bearings are what's building up a charge, i have noticed a bit of black dust around that section of the extruder plate, hope that's not it, because there's not much i can reach on that to ground it, since every metal part of it rotates.
Been in the printing mood lately, and I haven't used my printer more than 5 months, All of a sudden, the smell of PLA agitates my nose and has given me painful headaches? Has my body gone full bitch mode, or does PLA give off a more toxic smell the more the plastic ages? Can plastic even age like cheese?

file
md5: 5dfc149829024c1ac683a92c937b4d3d
🔍
>>2923791Huh. Anti-static brushes might be the way to go.
>>2923706Im printing witqhoutq a heated chamber on abs+hs and have nhad no warping so far, while petg+hs haa had warping
>>2923868>abs+hswhat brand are you using?

IMG_4698
md5: 1583bf4901b7448f4534ca4a789ce029
🔍
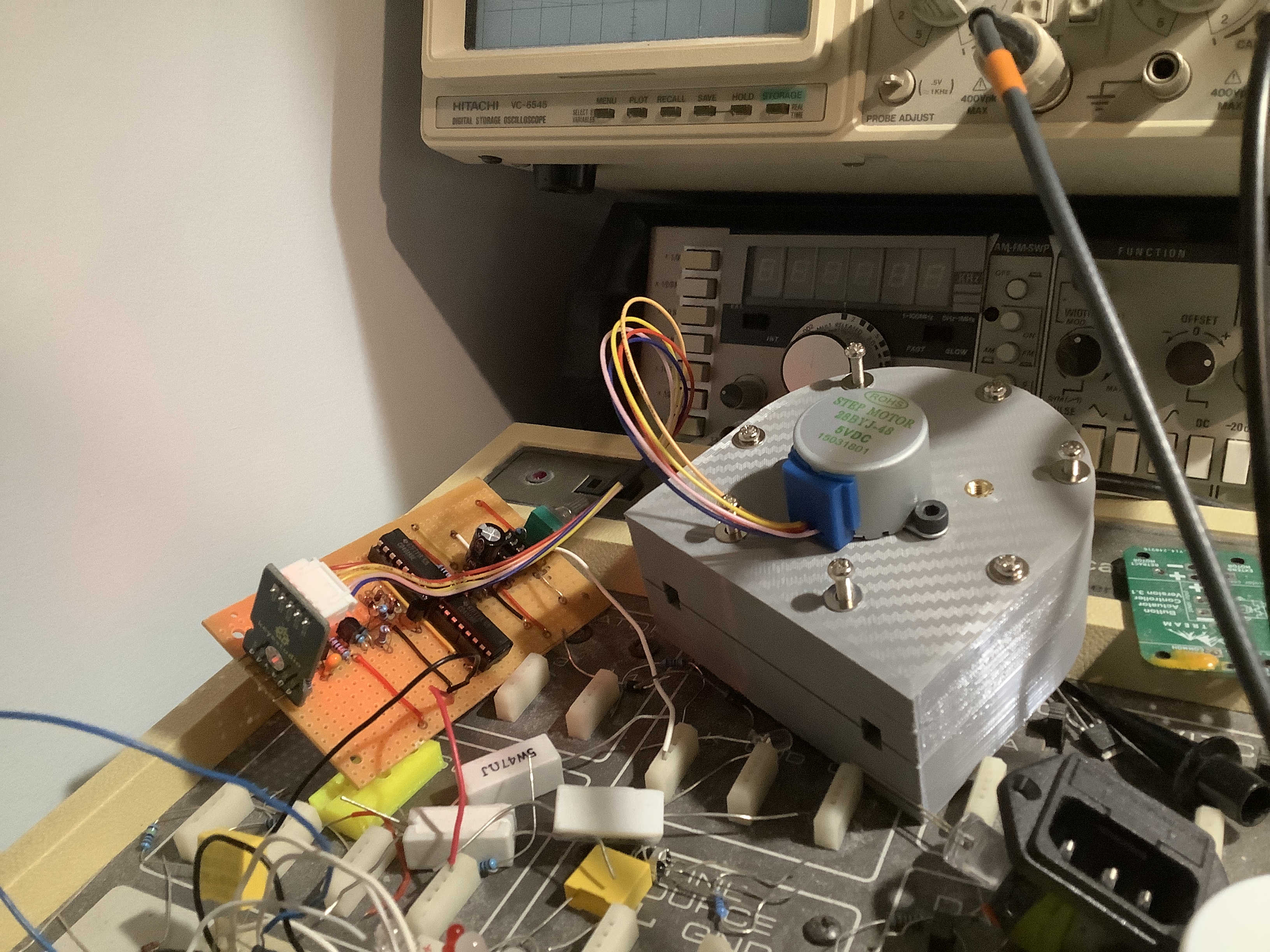
>finish 3d printed peristaltic pump
>realise the housing doesn’t have enough clearance for the bolts holding the rotor together
>make the motor driver circuit anyhow (using two CD4018 chips to generate the pulse order)
>just run it at low speed to grind away the interfering plastic
>gradually tighten the screws
This may not work, it’s taking ages and the motor stalls easy, and I don’t think I can increase motor voltage without it overheating.
>>2923877>bought the world's weakest stepper motor
>>2923906nice and cheap, I'll get a roll the next time I'll buy some chink shit to see if it's a good general purpose material for my uses
>>2923877Why are you being 80IQ? Just look where the scratch marks are and melt away the plastic using a hot iron or grind away using tools.
>>2923877print a spacer in tpu and call it a gasket, lol
did anyone already tried printing a 7.62x39 suppressor ?
ive designed and printed 22lr supressor successfully, but im afraid the pressure blast and the heat from semi auto fire is going to soften then explode the can
i actually dont know how hot the inside walls can get with the muzzle blast and how safe it is. i have nowhere to try except on a range where it may hit a nearby someone if it does explode, and when sliced with conservative strength settings (none provided with model), it take 2 fucking day and half a fucking spool
ive tried asking /k/ but they are too lead poisoned to answer
they are non regulated where i live, my dog is safe also
>>2924000im considering printing it in PLA+, but it might not be the best idea
what should i consider ? copper filled for heat transfer ?
ABS / ASA may give toxic fumes
i have a unenclosed bed slinger, i wont be printing peek anytime soon (nor nylon, never tried)
>>2923907The thing has a gearbox so it's only slightly weaker than a Nema17. It's for continuous operation at a low speed.
>>2923911Reprinting it now after I found another defect. RIP like 20 threaded inserts.
IMG_4700
md5: 7df5f48fb121aa2cda2ecc74b9ef5ea8
🔍
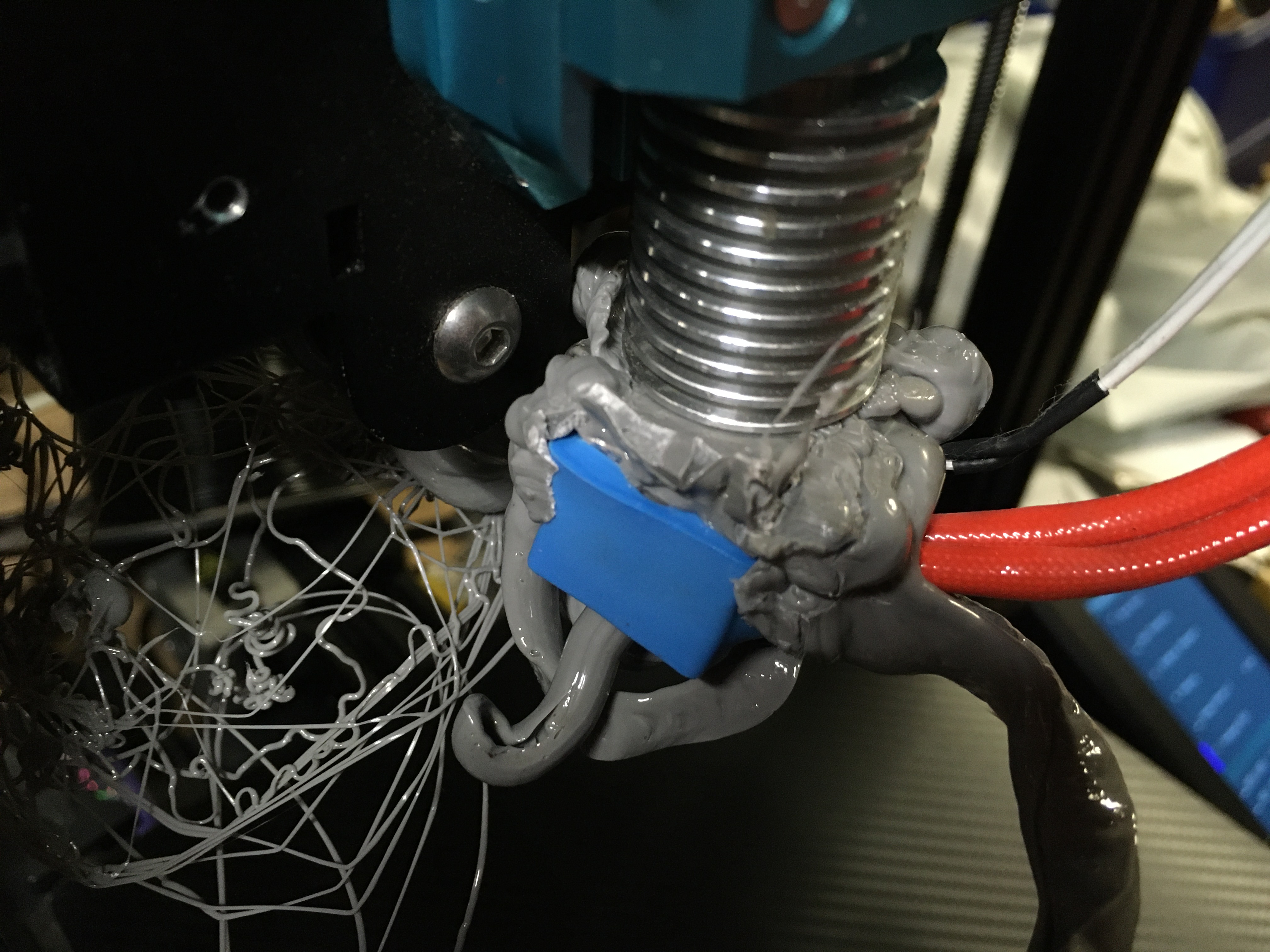
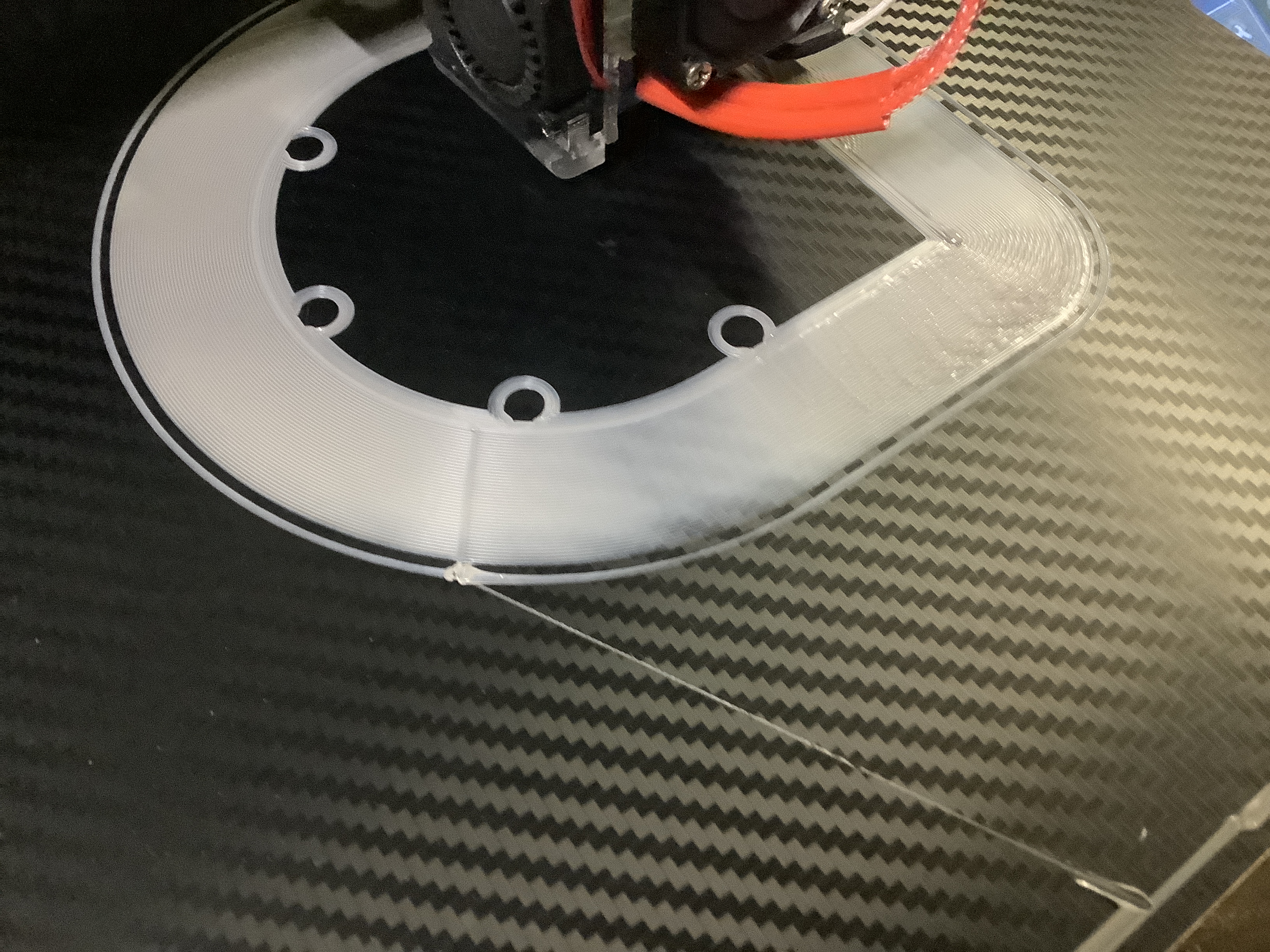
>>2924038Z offset was too high. Relevelled and started the print again. This print ain’t never coming unstuck this time!
Crude four-bar linkage solver in OpenSCAD ..
>>2924051this radiates strong templeOS vibe
>>2924001why not just use an oil filter
they are cheap and effective
>>2924001>ABS / ASA may give toxic fumesExcept they don't
>>2923797I've never noticed a smell and printed old enough that it prints like shit. Dust buildup? Seasonal allergies? I use a wood burner to shake and repair stuff with my face right in the smoke so I have trouble believing it's pla. Pla+ otoh could have anything in it. N95 mask next print sew if it helps?
If you could sell prints at a brick and mortar on commission what would that look like? There would have to be quality standards and return policies (my flexi dragon broke). What else to consider?
>>2924059we dont have this gay shit in yurop
we have actual oil filter for oil and actual suppressor for guns
we dont need to clean oil on our 7.62x39 motorcycle and trap solvent for 9mm cars
I haven't had a joystick for years, its all hotas stuff now, so going to try and print one, printing an open viper stick to put onto an object 77b base and some other guys rudder twist in between them.
Surely its got to be better than my old saitek cyborg 3d.
germs in filament holes make me sick?
>>2923495 (OP)Boss : hey what 3d printer do you recommend?
Me: bambulab x1 is a good one
Boss : great order it
Boss: now it’s here set it up
Me: ok
Boss: hey we need parts for x, 3d printer those
Your new job duty is to design parts and manufacture them in house ontop of your other duties
Don’t be like me ask them why they’re asking
>>2924163>X1Shoulda said the 22 IDEX. Does the X1(C) even have an actively heated chamber?
Prefacing this with I'm a poorfag so buying a not as ancient printer isn't an option.
I have an Ender 5 Pro with the 1.1.5 motherboard and the default 1.8.1 Marlin firmware. I've been able to compile a 2.x but when I copy the firmware.hex file onto the SD card, the printer won't pick it up and flash the new firmware. I've tried using different filenames. Changing the file date. Removing any special characters from the filename. Reformatting. Using a small capacity card. Pretty much everything I could find with a web search or LLM chat. Anyone else gone through this? It never shows an error of any kind. The printer just starts normally. The printer does have a USB port for console access but it's the bastard mini-USB connector that was popular for about five nanoseconds before micro-USB took over.
>>2924163"Sure boss, we'll need an EOS M400, an Apium P220, a Markforged Mark 2, a Formlabs 4L, and a vzbot for prototyping."
>>2924000>>2924001unironically youre better off asking reddit
>>2924061even when melting from being used to muffle an explosion?
>>2924000>>2924001PC or PPA, print spares so you can swap them between mags and let them cool off.
>>2924163This is your time to shine, anon. Just drag your feet on the modeling and then tell your boss that it's taking up too much of your day, you'll need to either swap to full time printer wrangler or go back to sourcing those parts externally.
Reading this, sounds pretty disappointing for the centauri carbon.
https://www.reddit.com/r/elegoo/comments/1jlwm5m/my_review_of_the_elegoo_centauri_carbon_get_a/
I've had a P1s for ages and toyed with the idea of a second FDM printer to complement it for faster builds when I have stuff to make for people. Though the CC is 699 AUD vs 899 AUD for a P1s, I guess there is still no solid enclosed core XY other than P1s? I'm hoping there'd be an 'upgrade' since then.
Also I'm printing my new builds in ABS, should have tried it a long time ago, I've got some ASA I could try, but this is working so well so far, I'm dropping PETG now, which I dropped PLA for initially.
>>2924210SV08+enclosure. It's comparable to the P1 out of the box but compatible with all Voron mods that don't touch the frame.
>>2924214>1100 aud for enclosure comboouch, though it is larger print volume. The downside is I wont ever use that volume until modelers cut their parts for ~340mm which is unlikely, they also dont include the source files of course, only the ~250mm cuts and solid 1 piece usually. Or if I start doing more of my own modeling which is more time investment again.
The centauri carbon is likely out too.. the pricing is poor value here compared to another P1s:
CC
>US $299 USD>CA $330 USD>Here $455 USD
>>2924219Don't know what to tell you other than move to a real country. Also look at Qidi but they're probably a million monopoly moneys as well.
>>2924219Actually, does Aliexpress or whatever pull the same kind of "fuck the exchange value" shenanigans? You might be the one person in the whole world for whom it makes sense to self source an actual Voron.
>>2924197If I recall it only worked for me when the firmware file was the ONLY file on the card. Try flashing manufacturer provided firmwares too.
>>2924219Where are you looking at CC prices, jaycar? Don’t see why the price would be any different when buying from Elegoo directly.
For the SV08, it’s worth buying it without the enclosure and just making your own from $30 of Bunnings gib board, or locally sourced sheet metal scraps.
>>2923907You were right.
It barely has enough force to pump water up 1", and it stalls above 30rpm or so. Also it stalls when run on 12v at any speed but spins at 5v somehow. I can blow water through it so the squeezing can't be tight enough, but even as tight as it is it's a right pain to get the tube loaded.
I should redesign it with something on which to mount different sized outer races, outer races that are tall enough to support the tube in its entirety before screwing together the clamshell. Instead of having the tube only half-supported by a symmetrical 2-part clamshell. Well maybe I can squeeze a single-wall high outer race in the current design, but I don't expect this motor has the torque for it, so I'll redesign it to take a NEMA17. I'll probably just use one of my TMC motor drivers and a 555, maybe make some sort of stall-detection circuit to increase the current momentarily if that's a useful reliability feature.
>>2924260If you cut a wire to make it bipolar it's supposed to become about twice as strong.

Strong
md5: bd3531c5b8b0b0016329fafd4d4c86f3
🔍
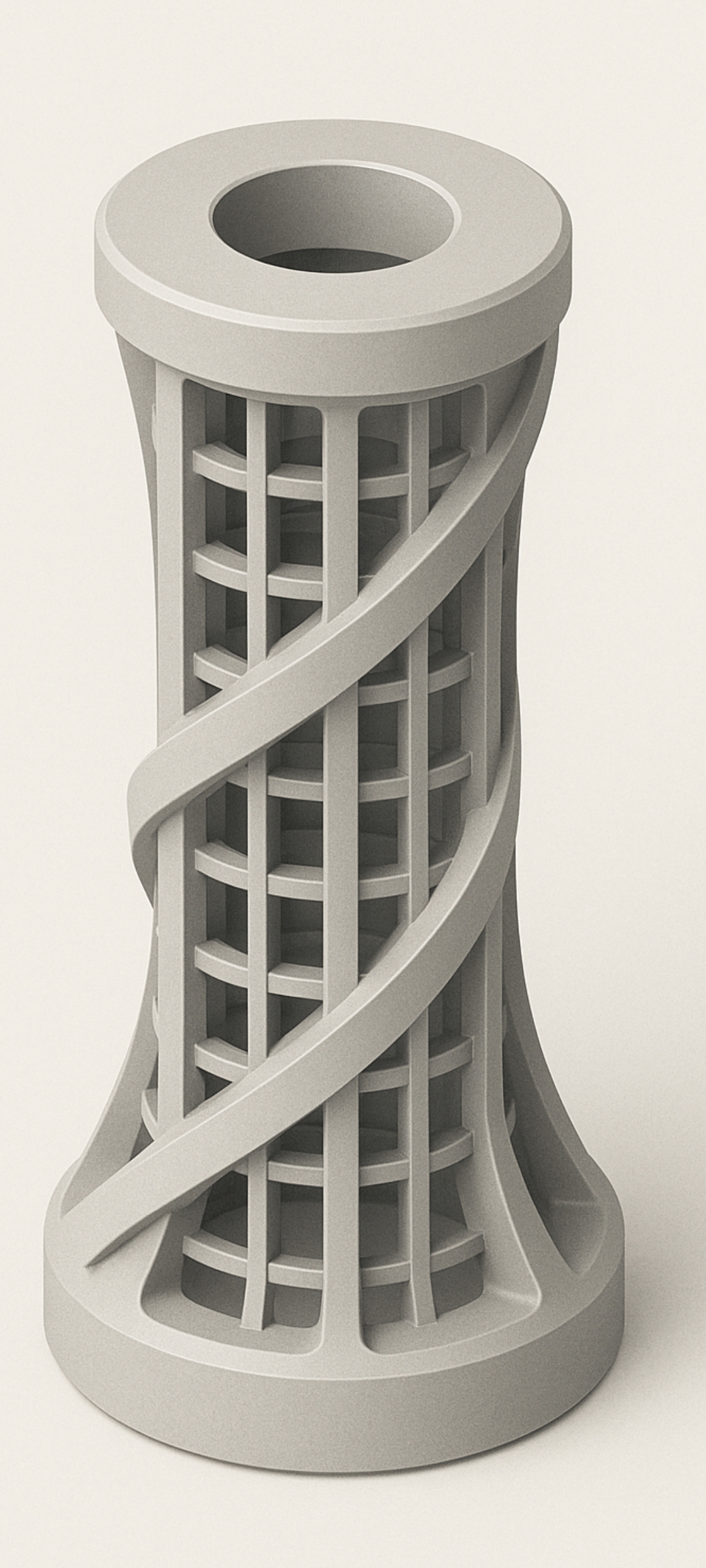
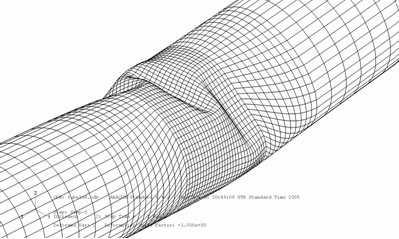
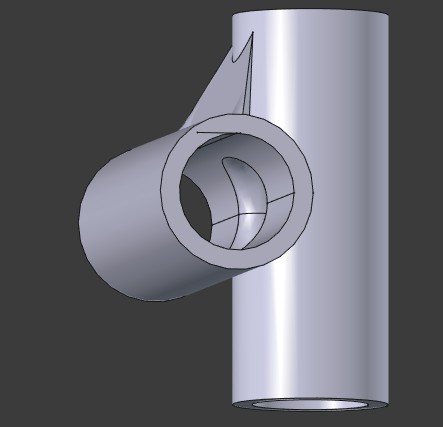
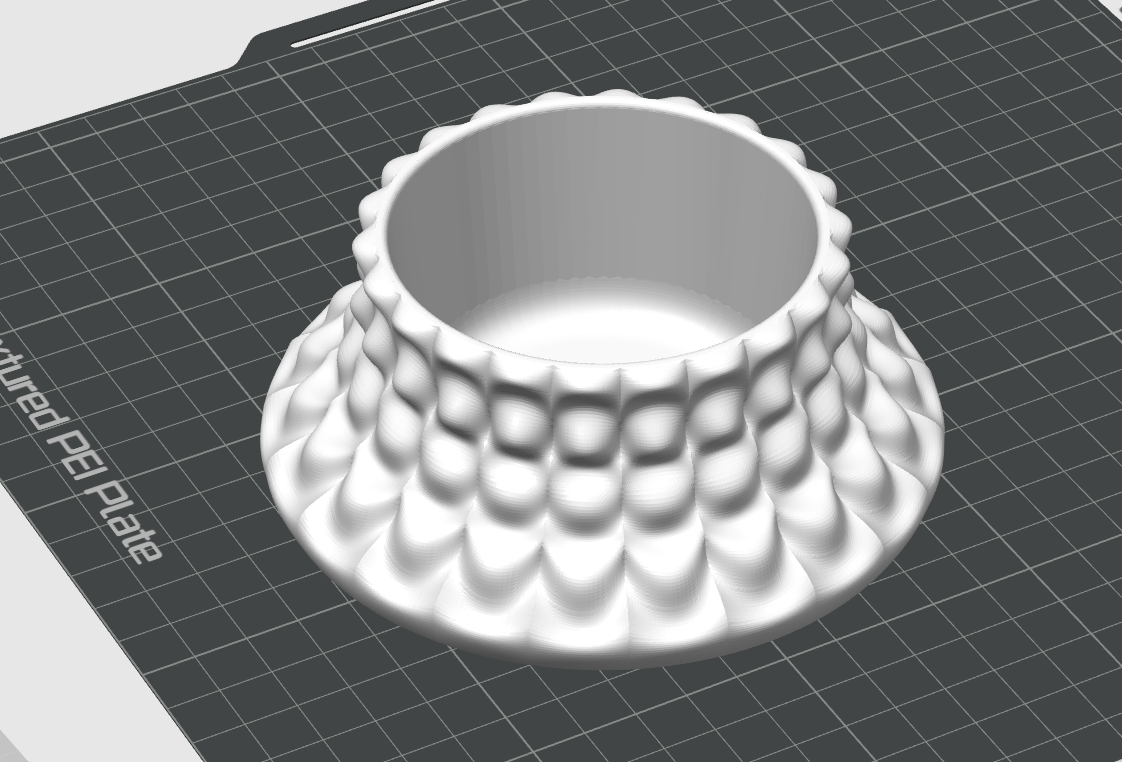
A cylinder is ugly and weak, can we make something stronger and lighter than a cylinder? I don't know what I'm doing btw
>>2924277anon what do you need it to do?
>>29242783D printed cufflinks and the desire to beat God
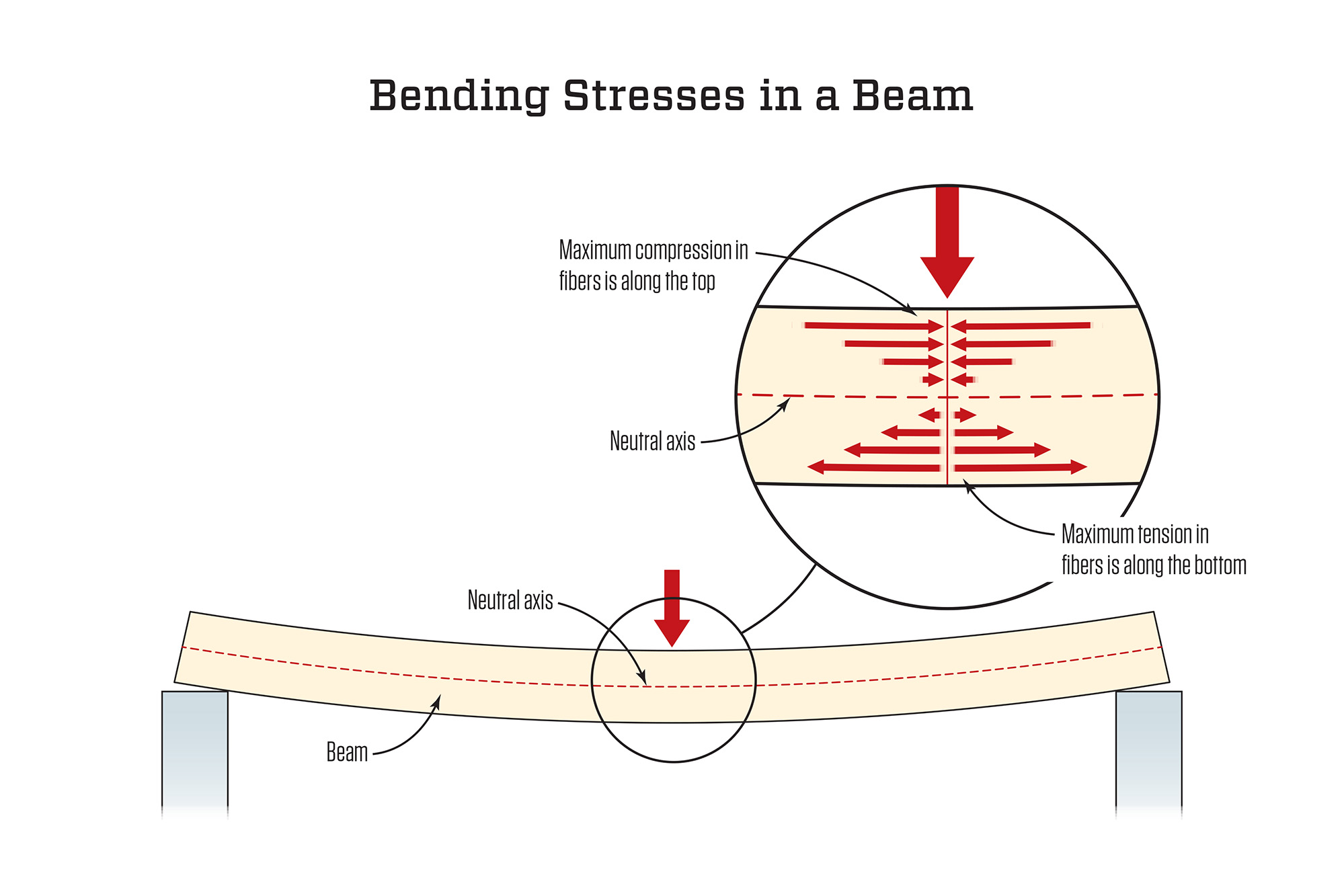
>>2924277A cylinder is the strongest/weight unidirectional beam type there is because of pic related. The internal stresses are weakest in the middle of a beam which is why a cylinder has that material removed since it's doing nothing.

W
md5: 7191f03f28a3df618c5159ef0e00220c
🔍
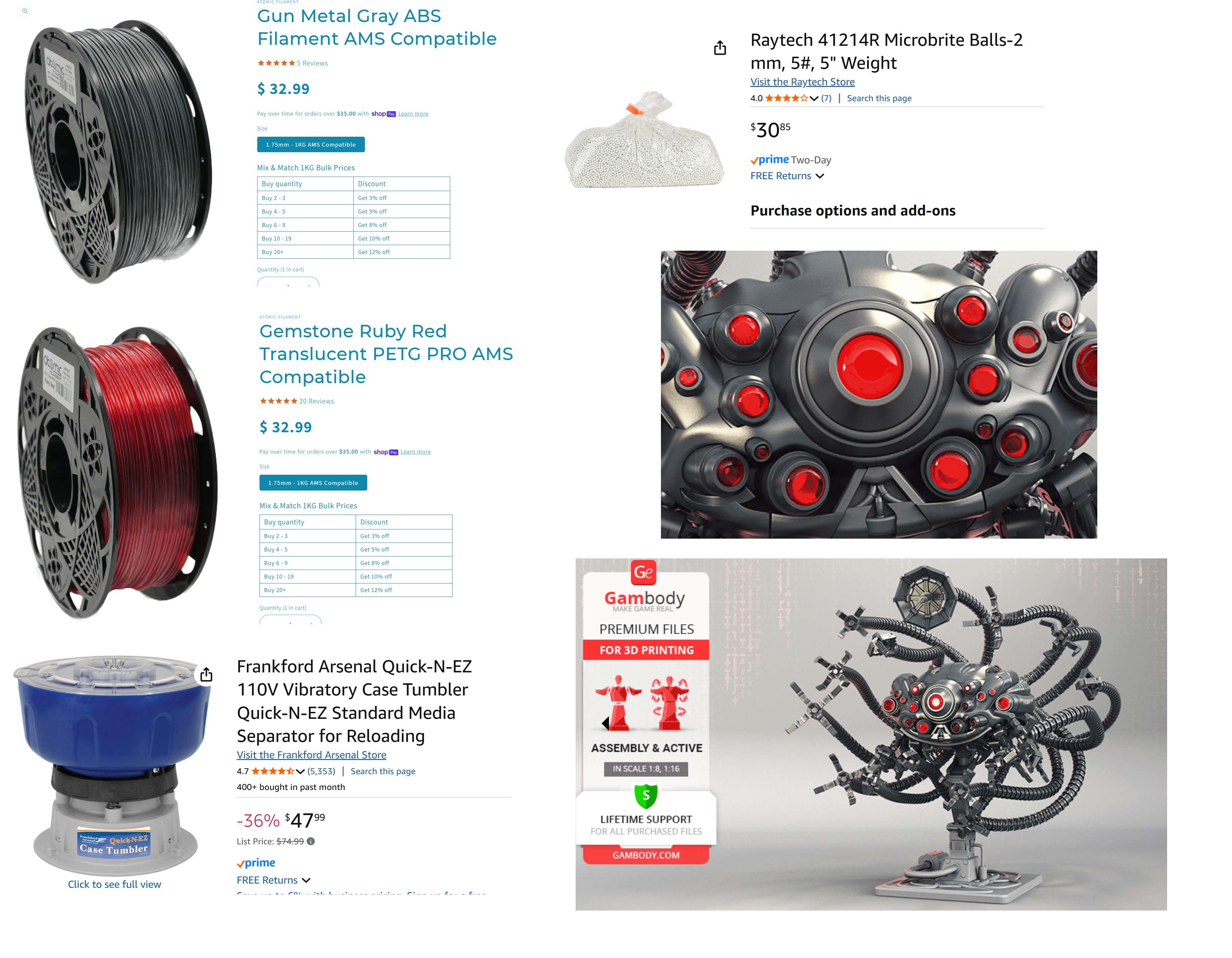
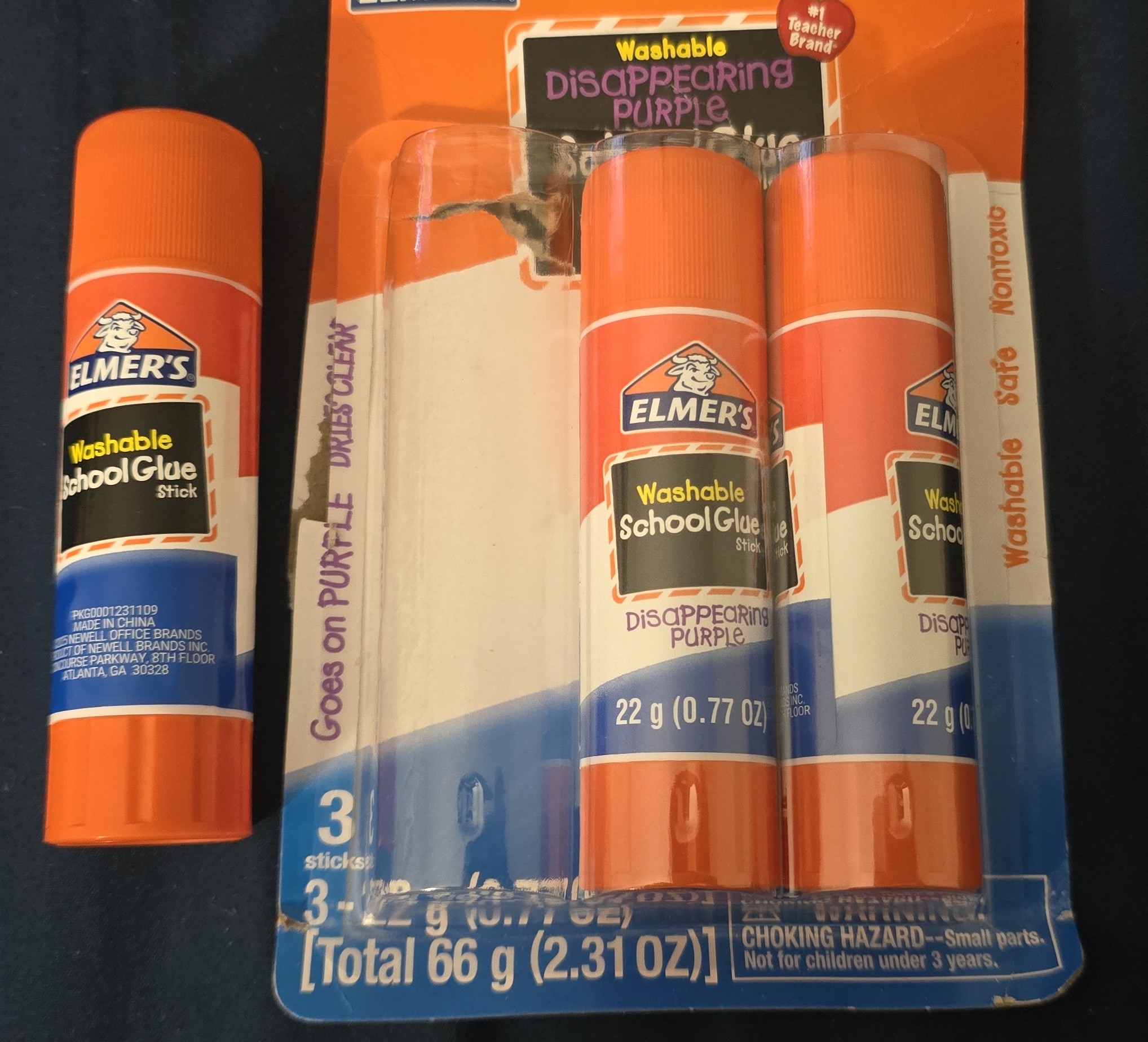
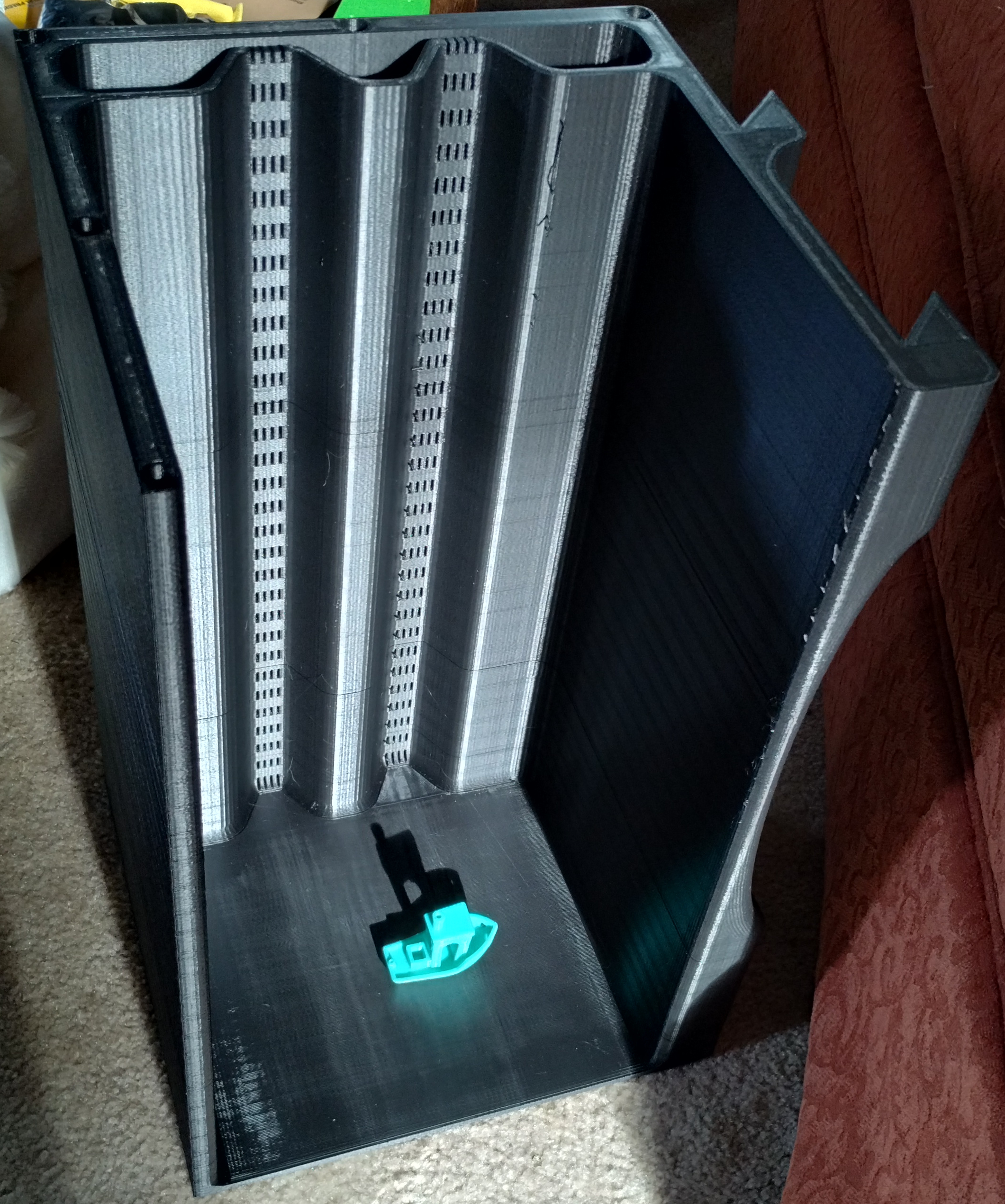
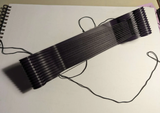
So I ended up buying these for my next project and a way to tumble my parts. (Im the artificial heart guy), polishing it with power tools doesnt help because unless its flat you are going to be sanding forever and will never be able to get all around.
So I ended up buying a vibrating tumbler and ceramic 2mm balls for media. Plus I got these filaments for my next print, which is the sentinel from the matrix. So here's all the shit I bought. Had to sell other stuff (mostly rc stuff) to continue on my 3d printing venture.
>>2924285>"In order to assemble ONE tentacle you will need to print the part "7_Tail" 43 times."https://www.youtube.com/watch?v=6DjAsNKeyKg
>>2923532>>2923636>theres is fuck all grounding optionsIn addition to all the other ideas mentioned, another possibility besides connecting some metal part to a grounded part is to have a conductive path leading away from wherever you are getting discharge from and having it terminate in the air in a very fine point. Electrical charge hates accumulating on sharp points and tends to leak out of them much much more effectively than smooth or rounded surfaces. High voltage transmission lines need special components for basically everything where they pay special attention to smoothing everything from the insulators to brackets and bolts to prevent arcing and coronal discharge.
Basically the idea is you could possibly ground your nozzle assembly using the air as a really poor conductor, but since there's a lot of air there are lots of parallel paths for it to take. The choke point is moving the charge *into* the air, so thats where you need a sharp point to help out. If its making a little static arc you are dealing with pretty high voltages but probably really low current, and the higher the voltage is, the more it wants to leave through a pointy piece of metal.
Full disclosure, I'm not an electronics expert but I have a physics degree, took some electronics classes, and watch a lot of electroboom videos so I think there's a halfway decent chance this might help if nothing else has.
Also, could you post a picture of the thing and where the arc is coming from?

l181
md5: 03599f2fdf10f40595281c030a1cd429
🔍
>>2924277I would drop the holes and helix, and instead focus on corrugations/embossing patterns on your roughly cylindrical member.
>>2924284 isn't the full story: that model says your diameter should be as thick as possible and the wall as thin as possible, which is unsatisfying. One of Timoshenko's books goes into the design of beam-columns where the theory is less elegant because results depend on an asymmetry that's only found by breaking the column.
>>2923877Why not just tweak the model to have a little more clearance?
>>2923797maybe moist filament gives off more fumes? like if the evaporating water carries microparticles or stuff into the air more or something, or allows some chemical reaction to occur?
Aren't PEI bed sheets useless?
I left my 3d printer alone for 2 months. Then when I tried to print on it again, the print didn't stick to the bed.
Turns out there was a lot of dust on top, and I had to use a piece of paper towel with alcohol to clean the surface.
This is the same effort as spraying hair fixer on any other surface.
Is there a bed sheet, that will stick no matter what?
>>2924309>Is there a bed sheet, that will stick no matter what?Not if some other material accumulates on top of it that isn't conducive to printing. It doesn't matter how good the material underneath is if that isn't the material you are *actually* printing on.
Just use a dust cover when its not being used for a long time, or take a second to wipe it off with a dry rag or something. it takes like 2 seconds.
so someone mentioned other tools vs ams as being better investment. what other tools can be had for a p1s?
just a shout out to these jumbo sticks from elmers, works really well on abs and pc. Don't like the cleanup though. I want to get 3dlac, tried magigoo and although it works well its a complete ripoff. at least with 3dlac you get a good amount. i heard its just expensive hairspray, still beats $20 markup for a drizzle piss amount.
>>2924297ill grab a pic in 8 hours after work.
i've just given up on printing the silky filaments, abs has no issues, matte PLA has no issues, the static has won.
>>2924260Actually screw using a pump in the first place. It will be more reliable to just use a solenoid to drain the tank by unpinching a silicone tube. But without continuous fluid flow past the anode, the production of dendrites that grow up to the anode might be a risk. So maybe another solenoid to jiggle something. Or I look into additives or plating waveforms.
This is for regenerating spent FeCl etchant.
>>2924309Smooth PEI apparently sticks way better than textured. Garolite is good too. There’s also the bambu cryoplate or whatever it’s called.
>>2924354Sidestep the issue with galvanic isolation on your CAN lines? Ethernet sure would be nice for toolhead comms.
Do finger oils actually -damage- pei beds or just make them worse at adhering until you wash them?

zap spot
md5: 81edf636045c7b34847c9ddc83be56f6
🔍
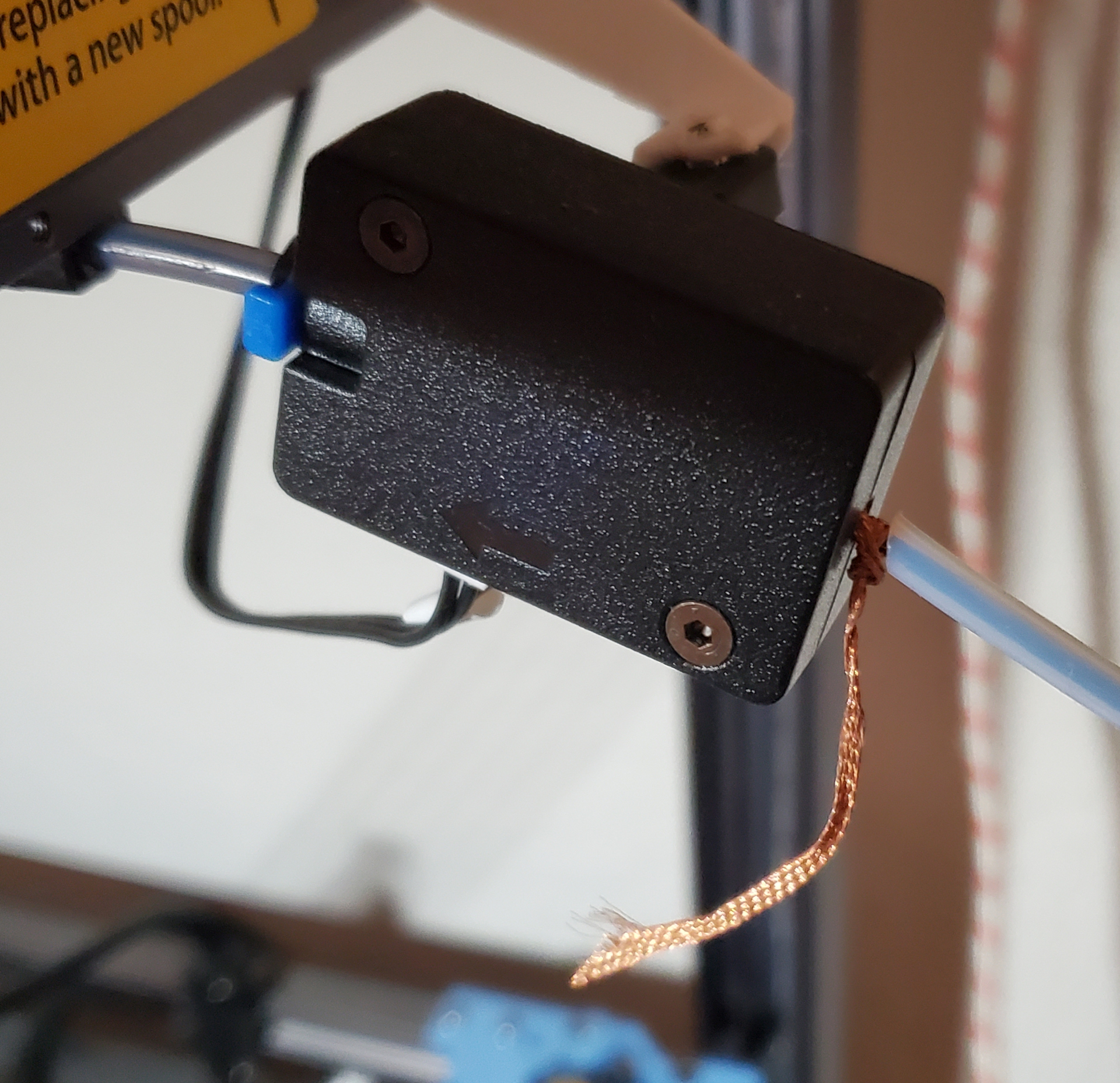
>>2924382i honestly dont think the issue is that canbus lines, the extruder stepper is ON the toolhead board, right next to the motor mount.
circle is where it seems to be grounding, from the mount DIRECTLY onto the driver (blue heatsink is on the other side of the board of the stepper)
you can see the tinfoil grounding pad i attached to the 24v ground line, and you may be able to see the 2 additional grounding wires leading behind the board and onto the other stepper mounting screw to ground it (i can get to this one with just 2 screws undone, as opposed to fully rebuilding the entire clockwork 2) and the cable i jammed into the filament runout sensor hole to brush against the filament and try discharge it, but didn't work.
pardon the mess, ive had the damn thing apart 12 times in the last week, and i've given up on fixing my cable routing
>>2924408Isolated DC-to-DC converter (or seperate PSU) too I mean. Have the toolhead board entirely electrically floating, in case it is a relative voltage with respect to the rest of the printer.
But if it is a static potential building up solely inside the toolhead then I’m not sure what you’d do. Presumably there’s a static charge being built up on the extruder gears, which would naturally travel inside the stepper and probably jump to the stepper’s wires and right to the stepper driver that way. Maybe you should just add some beefy TVS diodes from the 4 stepper pins to ground, and ground stepper casing again?
Apparently etsy is about to crack down on all of the flexi shit. 3d printed stuff has to be your own design. If you design your own fidgets you can probably make a killing on etsy now if they make those changes.
seems like i will receive a cartogrpaher3d sensor tomorrow
>>2924415yeah we discussed that last thread, i grounded just about everything from the filament spool, to the filament 10cm from the extruder to no avail, so i gave up and ill just keep printing literally everything other than the mates surplus shiney bicolor PLA.
>>2924436i put a keyring hoop on an open source flexi-rex, that makes it my own design.
>>2924260You don't need a particularly powerful stepper if you use gearing, but it still needs to not be shit to be able to turn the mass of that first gear etc. These also have a habit of burning out easily.
>12v no worky The bjy steppers are 5v steppers. They don't like 12v, all sorts of shit probably happens like magnetic field distortion, step skipping and stalling, overheating etc
>>2924243Direct from elegoo. That's just how the CC is priced in Aus. Jaycar and elegoo are priced the same. Strayatax. Price gouging and fixing is popular and BAU here.
>>2924236For printers etc aliexpress is usually way more expensive than direct (bambu and elegoo distribute locally here) similar to Amazon, usually an extra few hundred dollars on top.
The voron 2.4+ is 1005 Aud aliexpress a d 1175 aud for the 350mm model, both without any printed parts included, including them raises the price substantially more. So similar price to the sovol sv08 mentioned before, I'd just have to print parts for them.
Also I don't know what the difference is between a standard 2.4+ and an sv08, and if I need any additional parts upgrades (raising the price even more).
Since the CC is priced too uncomfortably close to the P1s, the P1s still represents the best value for me. I did see a 600 aud 2nd hand p1s on fb marketplace.
I know it's still top of the line and reliable seeing as I have 1.. but I feel like it's due for an update
>>2924436Lame ass shit. I spend a lot of time hand building, finishing, masking and painting props. I don't sell on Etsy, but this is an oversight
>>2924309Mfw I'm the first to print my own build plate.
>>2924309>Aren't PEI bed sheets useless?No? The point is a difference in thermal coefficient with good adhesion in a narrow temperature range.
>>2924464The sv08 is sort of a cost optimized Voron 2.4. Voron is an open source DIY project, Sovol is a chink 3d printer company that decided to move on from Prusa clones to Voron clones. Voron uses off the shelf 2020 extrusions and 3d printed parts for easy availability, the sv08 uses smaller custom extrusions and injection molded parts for reduced cost at scale. A real Voron is a better machine, but here in the US it's $1200 and 20 hours of setup for a Voron 2.4 350, compared to $550 and 20 minutes of setup for an sv08.
Why are you buying a new printer? If you're keeping your Bambu completely full or trying to print exotic materials the Voron would be cheaper than it looks at first glance because a well tuned Voron is much faster than any off the shelf printer and it would be cheaper and easier to upgrade for capabilities like chamber temp control or an ultraflexibles-capable extruder.
Has anyone tried printing cf/gf PP? How does it handle heat? Does it creep?
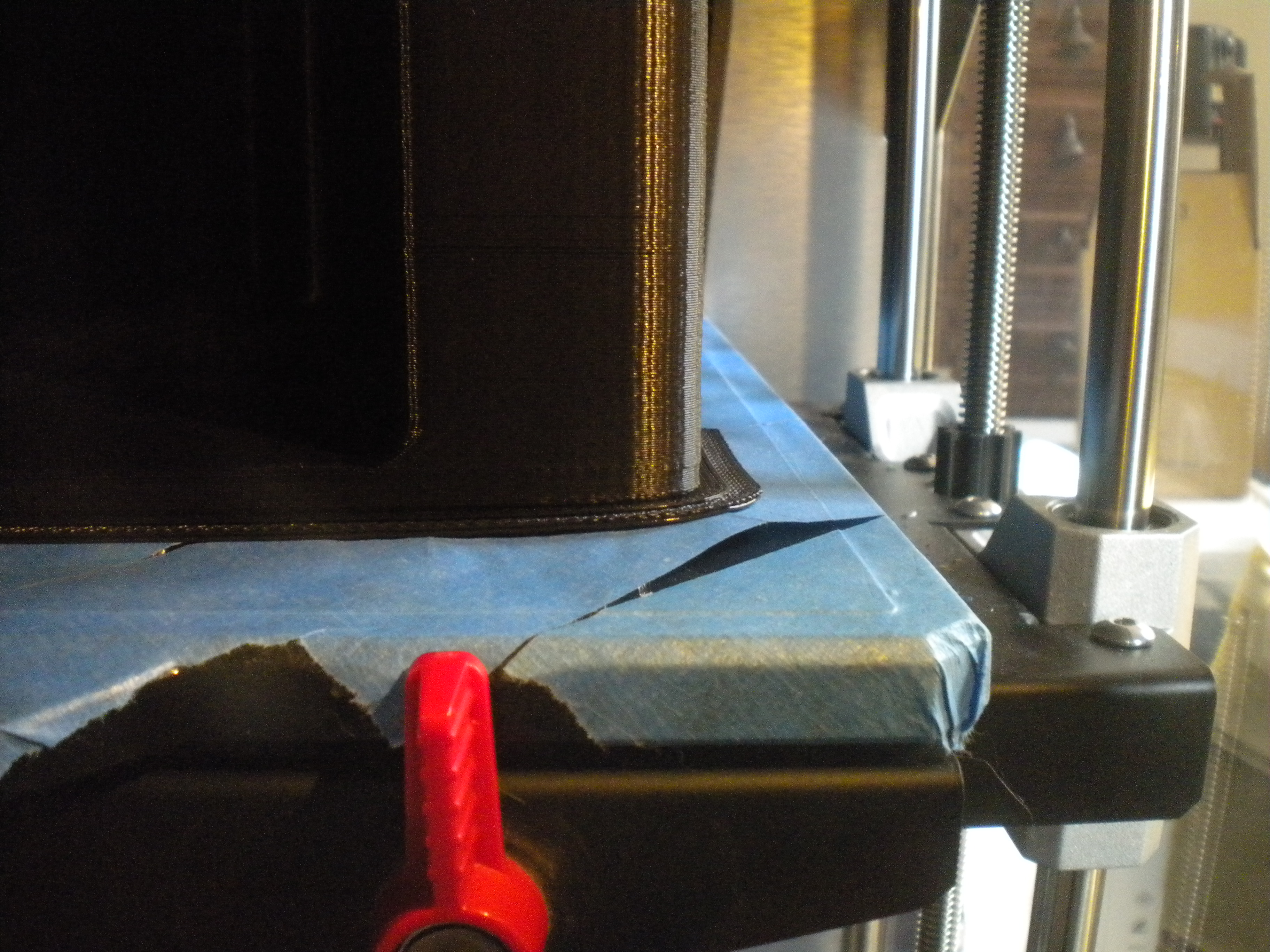
>>2924479back in 2015 i printed my own buildplate for my monoprice select mini, since the old aluminum one was too warped to work on big flat things, and i needed to print some big flat things to be able to mount a new build plate.
i painters taped the top of it and it worked REALLY well until it warped in the centre from repeated heating from first layers.
was just meant to be a temporary thing until i got my borosilicate sheet for the new buildplate, but it got broken in transit twice, thanks aus post.
>>2924464if your current printer is already top of the line, then you dont need a new one.
if you want something to tinker with then buy an ender 3 off marketplace or gumtree and try to get it to print a benchy as well as your bambuu.
>>2924539I want a 2nd fdm not a replacement, I use my p1s as a functional tool. I have an ender 3 pro with a volcano and 0.6mm cht volcano nozzle and bltouch. I was very happy to switch it off for the last time a long time ago. On a 2nd printer I'd like to be able both do other stuff when my p1s is tied up with projects/back to back printing but also print parts for the same project to get it out quicker depending. Which means I'd like the same reliability, print quality, consistency and dimensional accuracy after getting it working (things have to fit together) - on ABS.
I'm not sure how I'd make use of a 350mm printer other than filling up the build plate, but the 250mm voron version isn't priced low enough vs the 350mm to make sense except for potential space saving.
But it opens potential for future upgrades and mods, I'm not sure if any would benefit me or have real use case for stuff that I can't do on a bambu, except maybe like non planar printing which would potentially eliminate supports and overhangs in many parts but it's so niche and under utilized it's still super experimental and my guess any print speed benefit from no supports/support interfaces would be lost and and even slower from not being able to accelerate all over the place at high speed?
>>2924512I kind of want a 2nd fdm not a replacement. I'm exploring other possibilities since my base is covered by the p1s I'm not left with not being able to get stuff done if there's down time. Ideally I'd like it to be as reliable and consistent as the p1s so I can split parts from the same project over the 2 printers when i want to get stuff done quickrr. Higher temp might be nice, not sure if over 300 would benefit PC and CF/GF materials. Unless someone is paying for ultem or pps or whatever it is, I don't see myself ever buying super expensive filament. Unless there's any interesting inexpensive material that's over 300?
Oh, is pellet extruding viable yet at print quality and reliability? That might make economical sense in the long term, I like the idea of blending materials after using some hybrid filaments.
>flexible materialsI've got lw-tpu, but that works by foaming, I can't print a more soft solid flexible piece. I did want to print new bushings for my 20 year old car, but I want to be closer to rubber for comfort than track style bushings like tpu. But maybe can do that with internal infill after a thick outer shell.
Might leave it to like Dec or Jan etc though, probably should keep my $ for international trip I wanna go on this year
>>2924545>is pellet extruding viable yet at print quality and reliabilityNo.
There's like one guy on youtube experimenting with it but he can't get consistent extrusion width due to extruding basically pellet-by-pellet. It's also expensive and not very reliable, though in principle it would make printing arbitrarily soft flexibles feasible, and allow for pretty easy plastic mixing if that's ever useful.
So there's a few things that the P1S doesn't do that you may want to consider:
>an extruder capable of very soft flexibles>an actively heated enclosure (moddable to the P1S)>a toolchanger or IDEX for faster material changes>capability to print PEEK and other engineering-grade materials>high angle bed/gantry tilt for non-planar use (i promise the slicer will get made, just one more year)>colour mixing (lmao)>a laser, cutter, engraver, pen, or other alternative tool (kinda moddable to the P1S)>delta for marginally higher speed>portable printer like the positron>larger build areaI'd lean to the heated enclosure so you can better print ABS and Nylon without warping, as well as cool filaments like delrin.
>>2924545addition to
>>2924587pellet extrusion for normal prints is like trying to directly convert plant power to phone charger
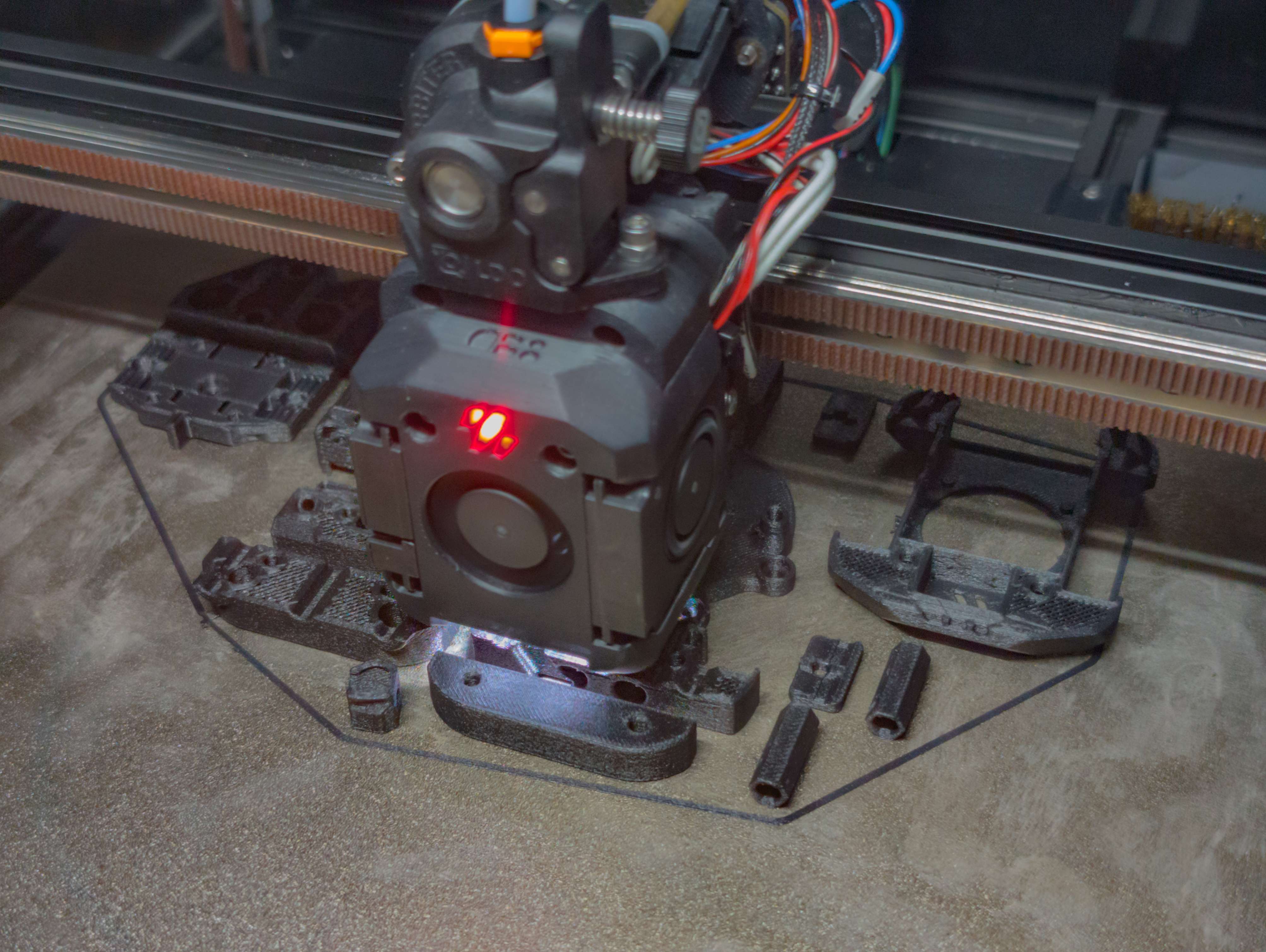
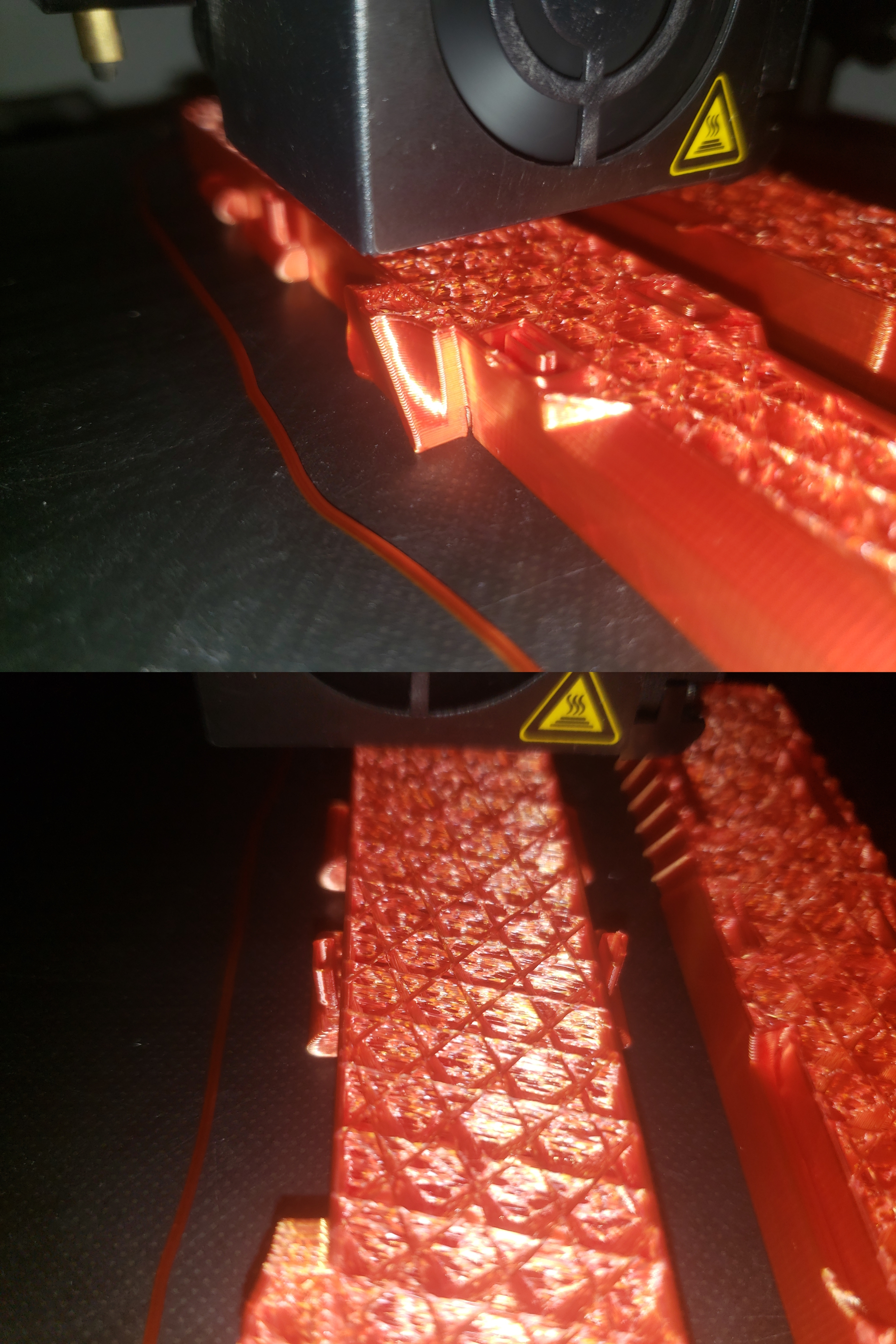
picrel is a whole TC nozzle, after 1 roll of pacf, 2 rolls of absgf, 1 rolls of asacf, and multiple rolls of abs, some bed scratches and then heated to yellow hot temp
the chip was there from the start and it is just like as new
took a picture because it had its first clog

image
md5: e80aad8f9196787814df6e404502d642
🔍
>>2924593>picreli am retard
Boron nitride nozzles when?
>>2924587>delrin What's this, how much is it and who sells it?
>>2924605>What's thisYou see it a lot in metal shops, very machinable i guess.
>>2924605Extremely low-friction plastic. Also known as POM or Acetal. Used for bushings, but also comparable in mechanical properties when compared to PLA and PETG, and somewhat heat resistant. I bought some for a half-decent price (50NZD), but then reading into it found it doesn’t print well without an enclosure. Into the collection it goes.
>>2924587POM doesn't need a heated chamber. It's pretty straightforward to work with except that there's literally nothing that it bonds to. At least with PP and HDPE you have packing tape and cutting boards. The best you can do with POM is glue down some construction paper and try to infuse the first layer into it. I've never heard of anyone having success with parts larger than a benchy, there's just no way to adequately retain it.
>>2924614Wood works too. Perhaps it comes off the build surface because of warping? I’ve never seen anyone print it with an enclosure, but the site I bought it off recommends such a thing.
>>2924608Oh its just POM, thought it was something new and exciting for a minute
>>2924618An enclosure is a good idea for everything except maybe PLA and even then you're probably better off with an enclosure and CPAP than just running it out in the open. Heated chamber is different.
What would be a modern and/or good printer for large format objects that is comparable to a makerbot z18, and roughly how much would I expect to pay for that? build volume is 300 by 305 mm with a height of 457 (12 x 11.8 x 18 inches).
I'm thinking of taking someones advice and trying to basically rip the brains out of one of these and putting in a modern printer mobo and just telling it that it has these new dimensions. I'm guessing I can do that cheaper than I could buy an equivalent modern machine. But I wanted to make sure there's not something I just haven't heard of thats really good at a really good price. Plus it might be fun.
>>2924796Likely not anywhere near as cheap as a half-decent BTT board and Pi. Centauri Carbon is like 4 times the price of one of those boards, which is impressively low, but ultimately the build quality and longevity likely won’t compare to your Z18. Smaller build volume too.
If you don’t mind tinkering about with new wires and Klipper, that route should give you the ability to bring the Z18 up to par with a modern Voron. Though I’d first see what kind of signals are going in and out of the existing mainboard. If it uses funny voltages, or closed-loop motors, or PT100s, or other non-standard features, it could be substantially more difficult.
>>2924796You just need a board that runs klipper, it doesn't matter what it's out of.
file
md5: 7e4f0c1a80f43166deb7d085a667ac1a
🔍
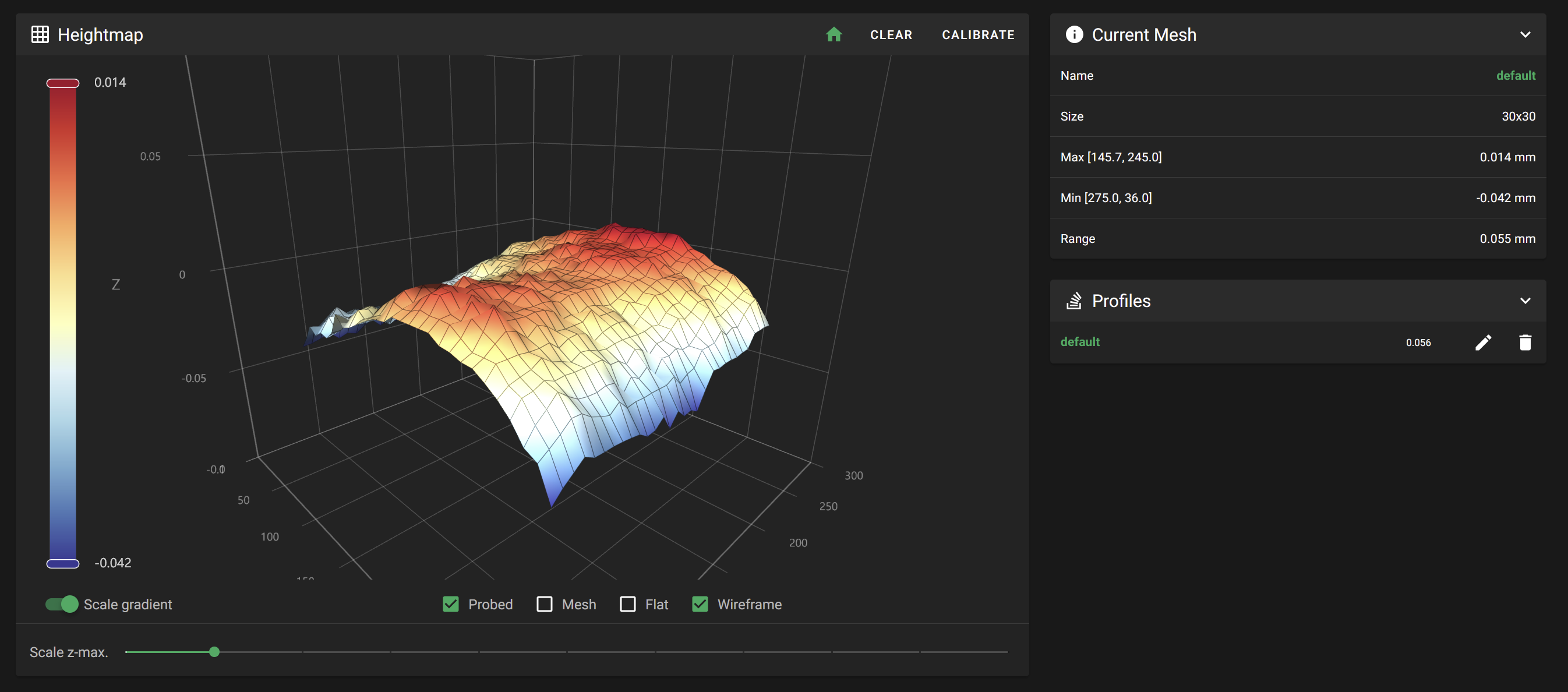
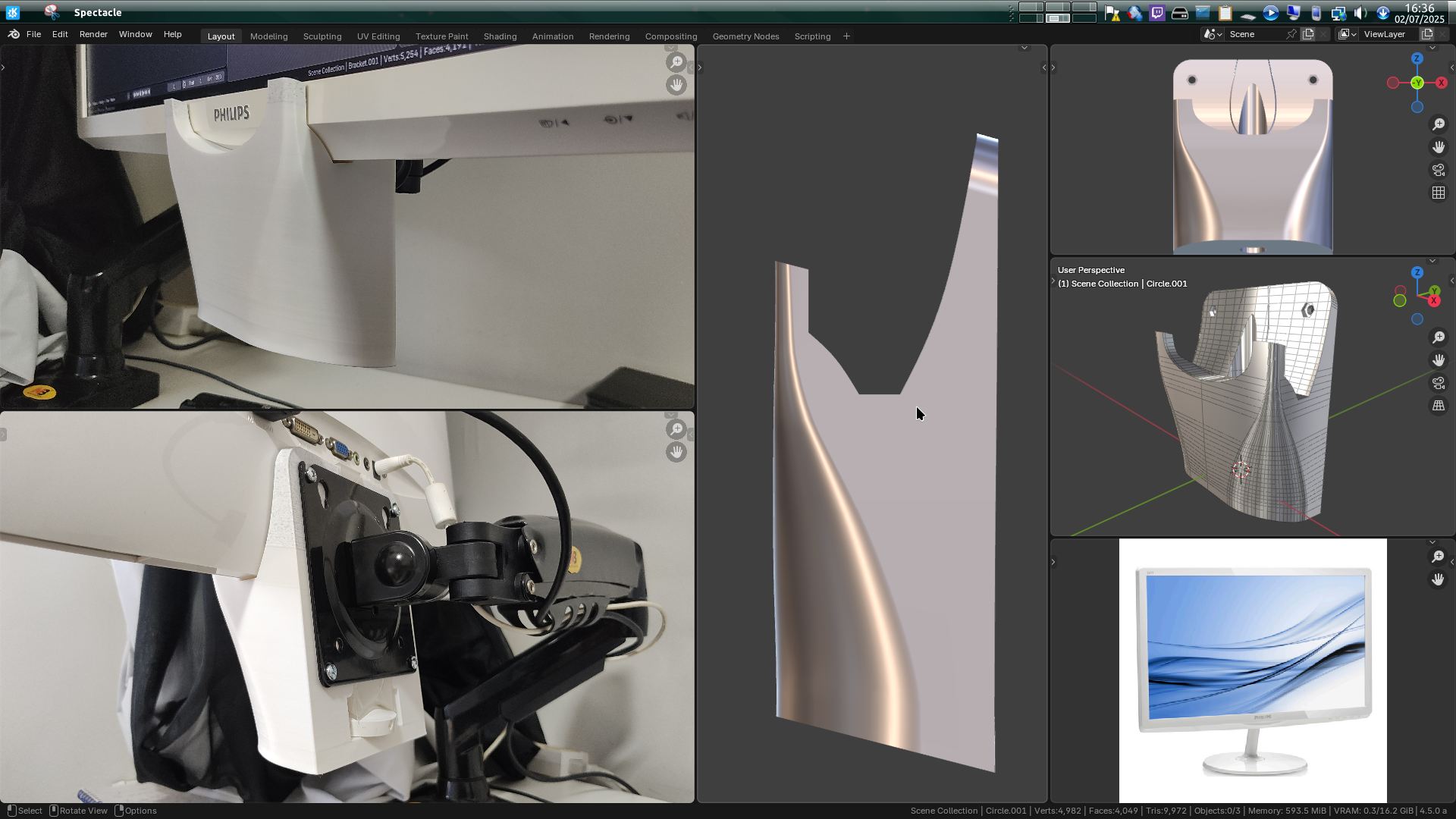
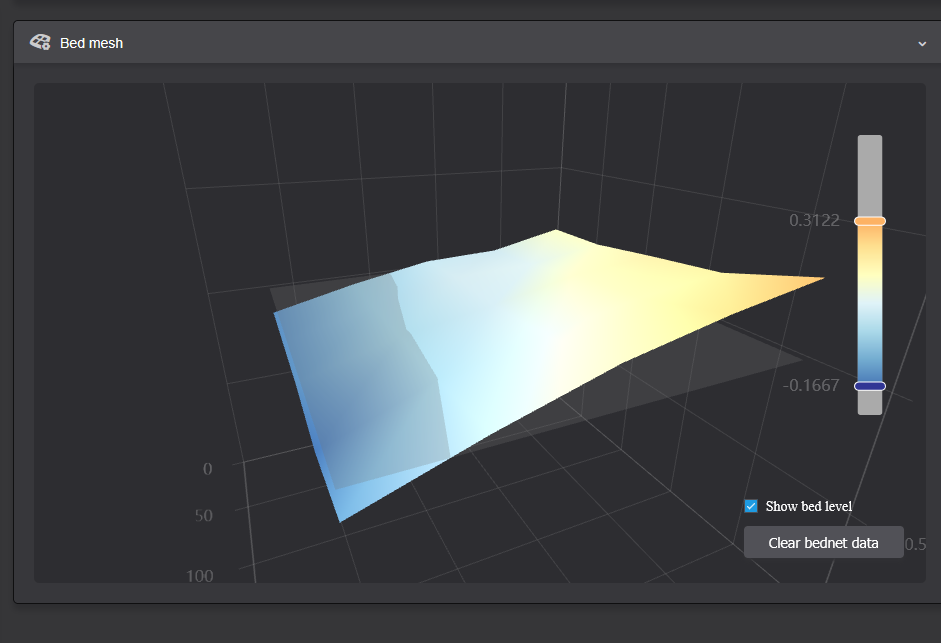
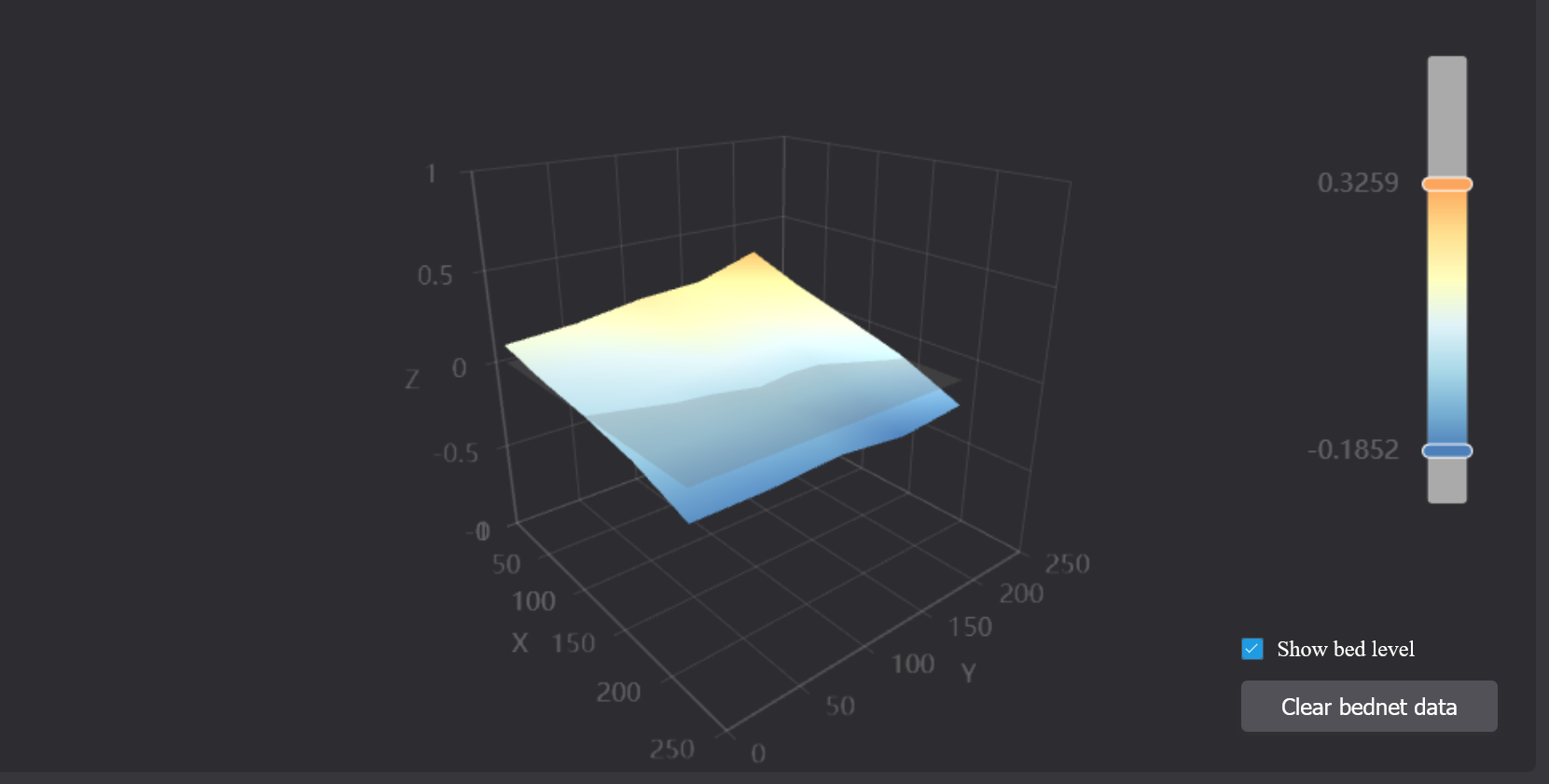
behold my bed
Finally having a home shop and being able to print custom storage for stuff is so nice.
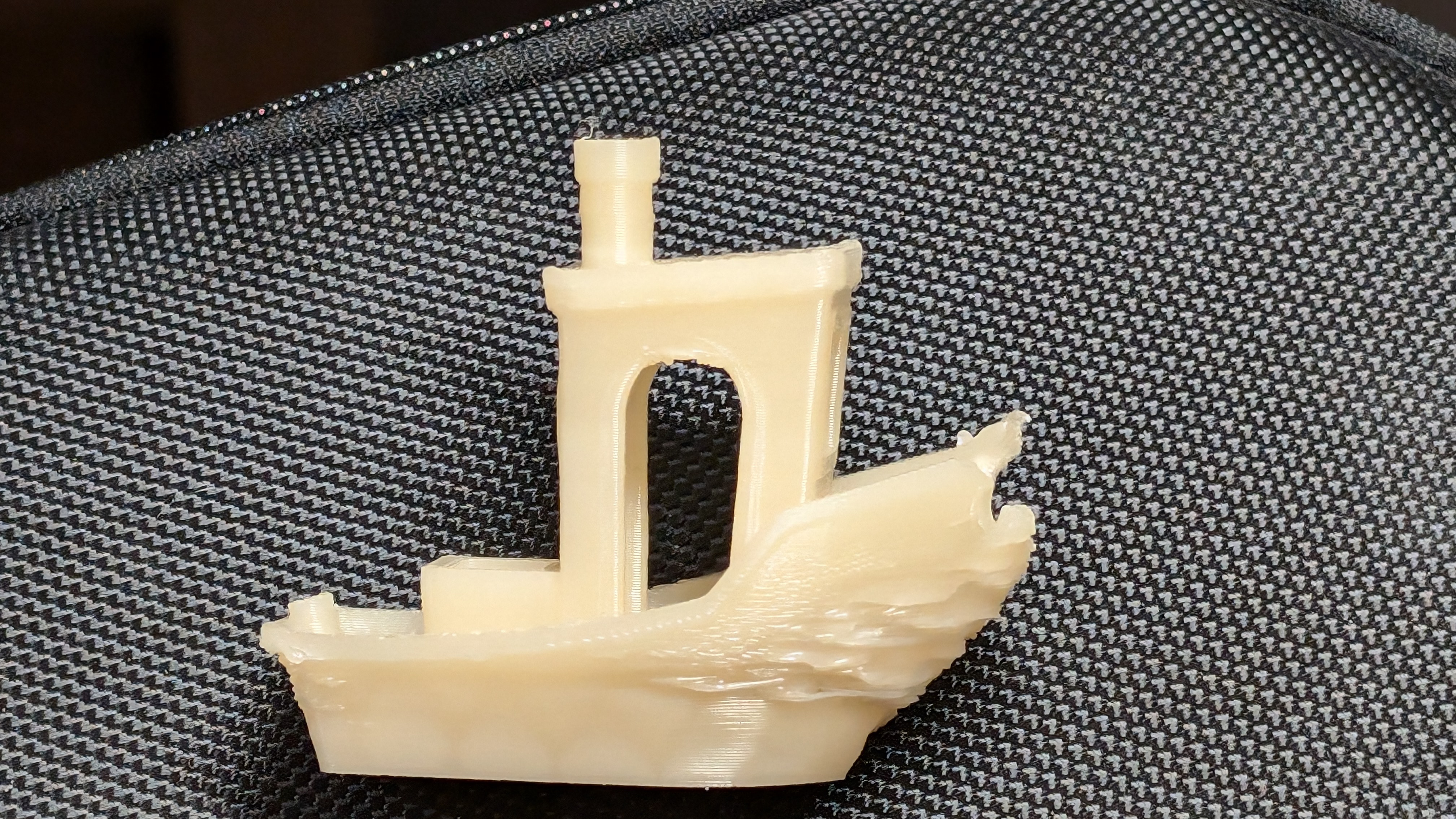
Need some help with my A1 Mini. A couple weeks back, my 0.2 nozzle clogged up on me and wouldn't come unclogged, so I just went and got a replacement nozzle on amazon. The nozzle wound up being lousy though as it not only instantly clogged up, but also dragged itself across my plate and ruined it, and I ordered official nozzles right after. Ever since this incident however, my printers struggling with small, high detail projects, often having several garish z seams with varying degrees of severity (picrel, sides are meant to be smooth, pieces are 14mm across for context).
I know the problem isn't the environment, slicing, or the model, since I have a second A1 right next to this one that prints these just fine. I've tried running all the calibration settings on the printer but no changes. Any suggestions for how to fix this?
>>2924841how good is that for a printer?
that seems bad
>learning freecad
>general disaster because adding constraints on sketches doesn't work in a way I understand
>finally get a cellphone case designed
>looks okish on slicer
>print in tpu
>stop print on layer 9 because camera holes are on wrong side and case is 10mm too wide
Not bad for a first attempt and three hours.
BTW the way you do a fillet on tinkercad is joining a hole cylinder with a rectangular prism. Or learn codeblocks
>>2924881Auto leveled beds means it doesn't matter except as an imperceptible curve in the base layer. Worst case it is fixed by raising the print via a support raft.
>>2924545>I did want to print new bushings for my 20 year old car, but I want to be closer to rubberWhy use lw-tpu and not regular tpu? And bushings, not boots? Polyurethane can be a wear part, however I might investigate other materials or just buying a part. I would also think 100% infil is probably more appropriate.
>>2924881that is 55micron peak to peak
>>2924382>Smooth PEI apparently sticks way better than texturedTextured PEI sticks almost as well and releases better because the cooling shrinkage lifts away the part. I would recommend textured unless you need the smooth side. Most PEI beds have a smooth and textured side.
>>2924841I've seen worse and still printed successfully on it
>>2924841>>2924881>>2924903mfw i am flexing but everybody thinks it is just a bad bed
>>2924904the shape changes slightly with every print, I learned to stop worrying and let the machine cook
>>2924828>>2924811So with a board that runs clipper and the right parts, I should be able to get bed sensing where it will map the high and low points on the bed and adapt to those mid print? Or if I really wanted to could I make a whole new print bed with auto leveling capability?
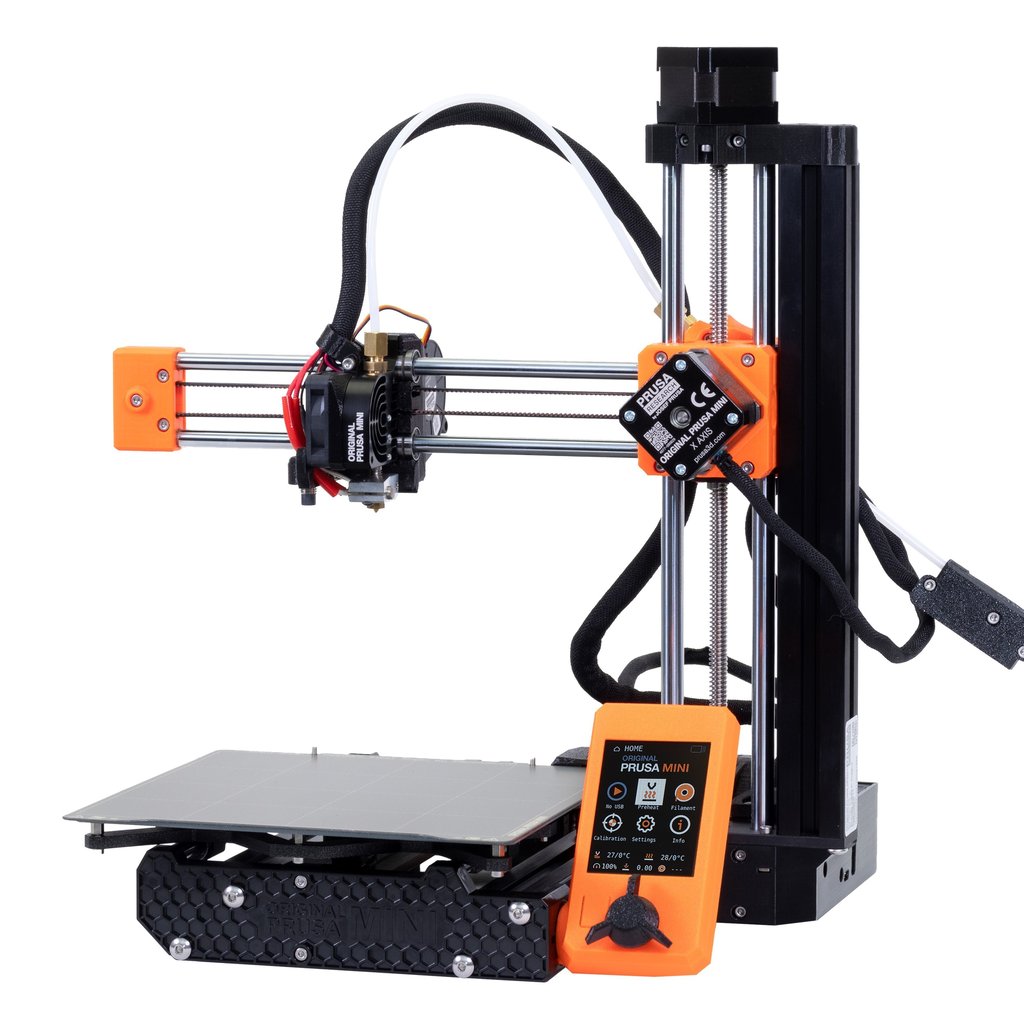
Do you recommend the Original Prusa MINI+ to beginners?
>>2924938i would buy that instead of a1mini if i am a beginner but cant really recommend
I'm curious, at the low end of industrial or commercial scale, what does filament recycling look like? Particularly, a setup that produces reliable filament of the correct size at an acceptable speed.
What kind of machinery is needed, and what does it cost? Economics of such a setup notwithstanding of course.
I get the feeling that repurposed ender 3s don't really fill the need very well.
Finally dusted off my ancient stock ender 3 and have been having fun upgrading it. Switched board to skr mini v3, running klipper off a pi4, got a meanwell lrs-600-24 and rapido v2. Printed the hero me gen7 in petg-cf with two 5015 fans and have electronics in a separate box. With the goal of printing PPA-CF and PA12-CF, my next step seems to be an enclosure.
>Would it be a mistake to build it out of iso foam board insulation?
>Does R value matter at all?
>Why dont I see any recommended enclosure temps alongside recommended hot end/bed temps?
>>2924931you most probably could yes, components are mostly standard, out of the extruder that is it...
if you are going to bother to swap the bed just get one that doesnt need leveling
>>2924931>>So with a board that runs clipper and the right parts, I should be able to get bed sensing where it will map the high and low points on the bed and adapt to those mid print?Depends on how it senses Z-height. If your printer currently has some sort of probe you can probably use that, otherwise you'll probably want to pick up an Eddy probe and find a way to attach it.
>>2924931see this for how to do it and some possible direct replacements https://3dprinting.stackexchange.com/questions/588/is-it-possible-to-use-an-aftermarket-controller-on-a-makerbot
also https://grabcad.com/library/modified-makerbot-replicator-z18-z-upgrade-to-e3dv6-revo-voron-and-open-source-1
>>2924968An insulated enclosure only really matters if you're going to be actively heating the chamber. If you just make an acrylic enclosure or print on out of PLA or PETG you'll probably get up to 50C or so inside depending on your bed temperature. Insulating it might get you another 5-10C, but you'll need external cooling to print PLA effectively. Higher R value means greater insulating, but that's more about reducing the operating cost of an actively heated chamber than hitting higher temperatures. Recommended enclosure temps aren't common because heated enclosures aren't common; for most people the temperature is just going to be whatever it is. PA12 just needs an enclosure and probably wouldn't benefit much from active heating, PPA might get a bit better layer adhesion from a hotter chamber.
Keep in mind that above 60-65C you'll need to start paying attention to the temperature ratings of your parts. You won't be able to use any PLA or PETG inside, a lot of electronics are only rated to 70-80C package temperatures so they'll need to be actively cooled or replaced, you might have to reduce the amperage (and thus torque) of your steppers to keep them from overheating, etc. Past 80C you'll start needing special wires, belts, and bushings, and bearing grease. You'll also find that your hotend cooling is much less effective and you might need to water cool it to prevent jams.
>>2924878Use a 0.3mm nozzle or larger, and ensure you’re using arachne.
>>2925005I have class H stepper motors sitting in a shopping cart, but I didnt think about the wires, belts, etc.
Do you know where I might be able to find a resource that discusses the effects of enclosure temps on different filaments?
Thanks!
>>2924980>just get one that doesnt need levelingHow is that even possible?
>>2925004Thanks for those, while neither is a step by step tutorial, there is definitely some useful information there. There was another project started by a high school kid to rip the guts out of the schools broken 5th gen makerbot (that wasn't a z18) and replace it with an open board that was better. His plan was to totally replace the print head and all that. Not sure if he finished it, but I will definitely find that and use that for reference as well.
>>2924938This is my first and only printer and it's super reliable. I've only had to do maintenance once in the past three years and it was easy to do (replacing a thermistor). My prints generally look great for someone who doesn't really into 3D printing other than modeling replacement parts for stuff. Got a couple thousand hours print time on it and no problems.
>>2925000>If your printer currently has some sort of probe you can probably use thatIt does, but it's less than ideal. It physically bumps the nozzle against the build plate. The nozzle is spring loaded and has a little magnet attached to it up in the guts of the smart extruder that moves past a Hall effect sensor. Simple, but a potential problem is you really want to make sure there is absolutely nothing stuck to the end of the nozzle or else ALL your measurements will be useless. Also, I am not sure if I will be able to get a smart extruder to talk to a normal board in the first place since the Makerbot stuff from that era is all closed source/proprietary. I'm guessing it might be easier to just swap to a different extruder entirely.
>you'll probably want to pick up an Eddy probe and find a way to attach it.Am I correct in assuming that there are such probes that can just plug into a klipper based board and said mobo will just know how to use it?
>>2924906>>2924904>bad bedWell yes, but the whole point of these things is being able to adjust. An expensive bed doesn't need software to this extent. That's the joke.
>>2924938Only used/discounted. It's not worth it's own MSRP.
>>2925036Touch probes are great and you should be making sure the nozzle and bed are clean anyway. Eddy will be much faster and be able to generate a much higher resolution mesh, but you'll still want to configure tap probing. Ultimately there's no better way of judging the distance between nozzle and bed than touching the nozzle to the bed.
There's versions of Eddy for CAN and USB. Either is fine, most boards should be able to handle either or both. Don't worry about temperature compensation, it's a cope for not having nozzle probing.
>>2924945I took a few classes in college a few years ago that had a lab with all sorts of different types of machines in it. Long story short one of the big projects we did was to make our own 3D print filament and use it to make actual useful things. One condition was we couldn't use scrap material the lab generated for our feedstock. (we could do that too, but it didn't count for the project)
I should probably preface this with saying that some of our equipment may have been overkill for what we were doing. A lot of it had been obtained when classes in other departments had been discontinued or acquired from nearby industry that was closing up shop.
Most DIY filament recycling setups use a shredder. These are high torque, low speed systems with interwoven teeth to shred material. Our lab had an industrial granulator. You would feed material down a shoot sort of like a wood chipper and it led into a chamber with a giant-ass solid steel cylinder with big wedge shaped teeth all over it. This would spin at terrifying speed and shatter anything it hit into progressively smaller pieces, kicking them around the inner chamber until they were small enough to fit through a sieve that would determine the maximum size of the stuff coming out. The thing ran on 240 volt power and it may have been 2 phase. It was also loud as hell especially if you were feeding it something hard like ABS like I was. It had it's own room with doors for safety and noise control.
The next in the pipeline was an industrial drier. We would use this to run programmed temperature/airflow cycles to get our granules very very dry.
(cont)
>>2925053>>2924945After this were the extruders themselves. We had 3, but at the time I took the class only one was working. It was a filabot setup with a long horizontal cooling track with fans and a spooler at the end. The other two were huge industrial machines with 3+ foot long variable pitch extrusion screws that melted/mixed the plastic with heat generated from pressure and friction. These were really high output machines, and would literally shoot filament across the room it came out so fast. Because of this there was also a ~6 foot long water bath with flexible jets to help circulate it. At the end of this would be a high speed spooler that used a motor that looked big enough to use on bench mount angle grinder. I'm pretty sure this also ran on 240 volt. The two big extruders were also 240 volt and at least used either 2 or 3 phase power. Operating them would be done in teams of 3-5 people.
Although not strictly necessary, we also had a 240 volt pelletizer which you could feed entire spools of filament into and have them chopped up into nice, neat, uniform pellets if you had a bunch of stuff that didn't have tight enough diameter tolerances or other issues. You could then use the pellets to re-extrude the material, which generally would give better results because of it's uniformity compared to the stuff that came out of the granulator (which was usually pretty consistent already) but the drawback was that it would degrade the plastic further by adding more work cycles (chopping into pellets and being re-melted). If plastic goes through too many work cycles, eventually the polymer chains get so short that it just stops behaving like a plastic anymore.
Keep in mind this is probably not the minimum for recycling filament commercially, but it certainly worked. My group actually got some halfway decent HDPE prints after some extensive slicer tweaking.
While making a PET recycler I had a problem with the grip of the extruder, it doesn't pull no matter how.
>>2925053>The thing ran on 240 volt power and it may have been 2 phaseWhen will 4chan learn about electricity? Split phase and single phase are the same thing, two sine waves 180 degrees out of phase just make a bigger sine wave. There's no difference between 240-0 and 120-(-120) to a motor. If your motor is running on 240 volts in the US or EU, it's single phase, whether the power is 240V to ground or 120V to ground doesn't make a difference as long as the legs are 240V to each other. If you're in the US, 3 phase will be either 208V ("commercial") or 480V ("industrial"). In Europe the voltage will be somewhere in the low 400s.
>>2924894I have textured PEI on one side, and smooth (carbon fibre patterned) PET on the other side. I recommend the PET, it grips well but I've never damaged it beyond lightly scratching it's wanky pattern.
>>2925079Do you have a cooling fan? It could be that the filament is too warm and soft by the time it gets to the extruder gears.
Whats the highest heat, strength, and uv resistant filament at a modest price? Probably some version of nylon?
>>2925079tried plugging it in?
>>2925108Answering myself here, but im assuming ASA is what I should use for outdoor prints with some load bearing?
>>2925011That doesn't really help my issue though, this exact 3mf used to print fine on 0.2 on this printer, and still prints fine on my other printer
>>2925112Yes. Though depending on what you're doing a hard TPU may work too.
>>2925108>>2925123Cc3d 72d tpu is a tpu/nylon blend AFAIK its still flexible compared to rigid filaments
>>2925029>How is that even possible?get something flat that doesnt warp with high temps, with enough thermal mass and conductivity so it spreads the heat evenly and with a mount that doesnt exerts more forces that needed.
so you want an isotropic material (one that behaves the same in every direction, pcbs are not this, in fact kinda the opposite), preferably a metal bc of the heat distribution part (if you dont distribute the heat evenly it will warp) and you want it mounted in an isostatic way (if there is 6 axis of movent you want exactly 6 axis of restriction, more will warp it when heated or having forces)
i mean the most common way is a machined flat cast aluminium sheet in a three point kinematic mount but you can do other ways. you can even do this with a hacksaw and a drill
(technically you can use glass for this, but it is an insulator so not god for a heated bed unless you have lots of time and heat it evenly and slow)
>>2925029the advantage is that makerbot was for a while an open source company so the latter models are somewhat compatible with the open ones
>>2925127If the print is large enough with enough straight infill, even 95A is pretty inflexible.
file
md5: 612cbd13261ceaeca4829314217d8648
🔍
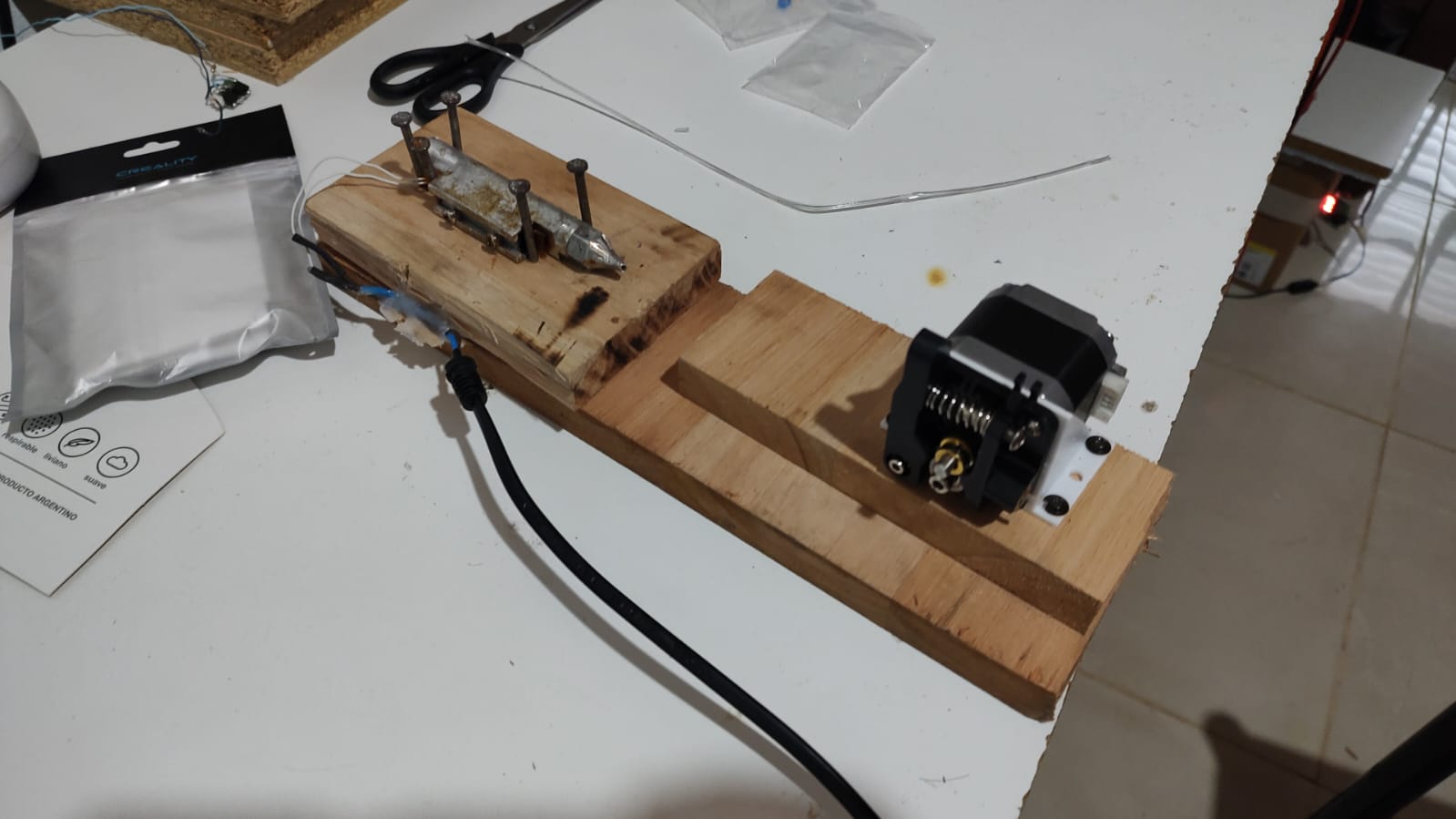
Currently 3d printing a jig to help me measure the force generated by a solenoid at various plunger distances. I'll put a 4kg weight atop a set of digital kitchen scales on the floor, with a bracket atop the weight that holds some kevlar fishing line/thread directly above the middle of the weight. Then I'll have a pulley that converts that upwards force into a sideways force, where the thread is tied to the end of the solenoid's plunger. So if the plunger is being pulled by 300g of force, the scales will read 3700g. Then I'll have a really small pulley with a long handle with which to slowly pull the solenoid housing itself further away from the plunger. I may connect this to a stepper motor to gradually reel the solenoid apart while I film, otherwise I'll just measure discrete steps with increasingly magnetized calipers.
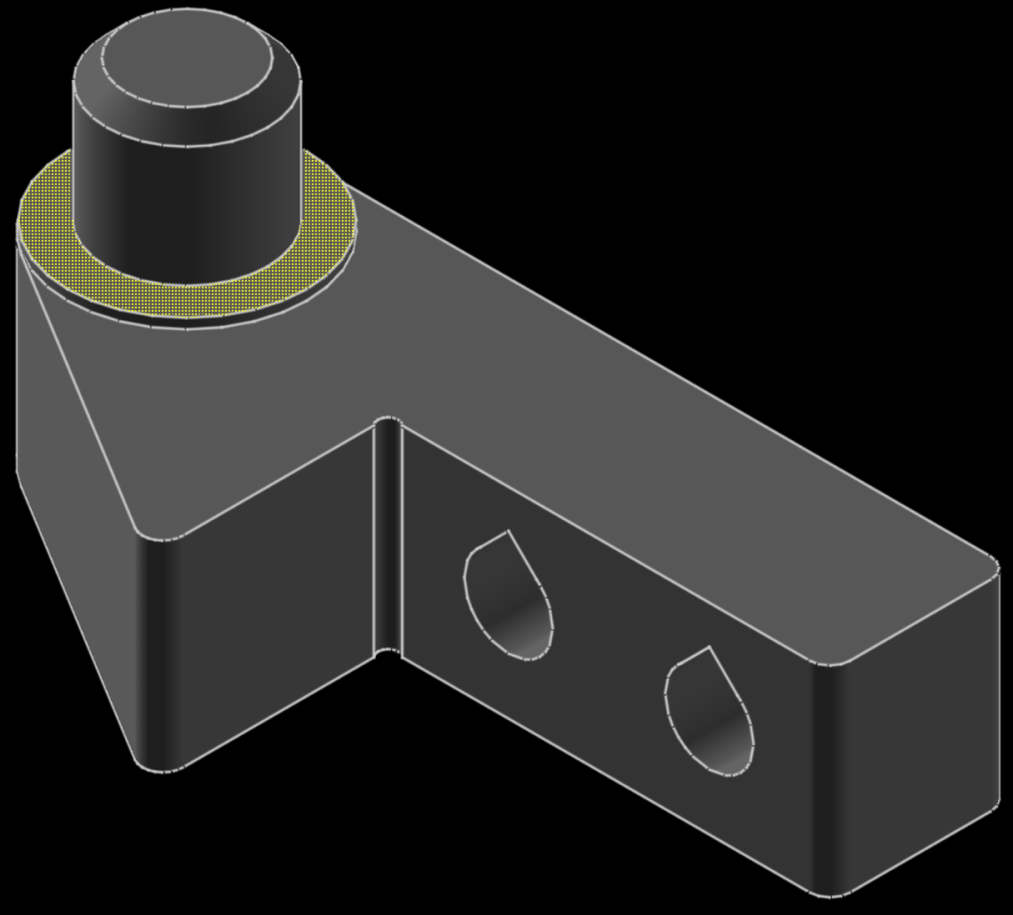
The pulleys will both be fastened to a length of dressed timber, pic related is the main horizontal-to-vertical pulley. Chances are I'll have to clamp this length of timber to a table.

file
md5: 95ad0d03c215b41e3b0fda14a5ab6817
🔍
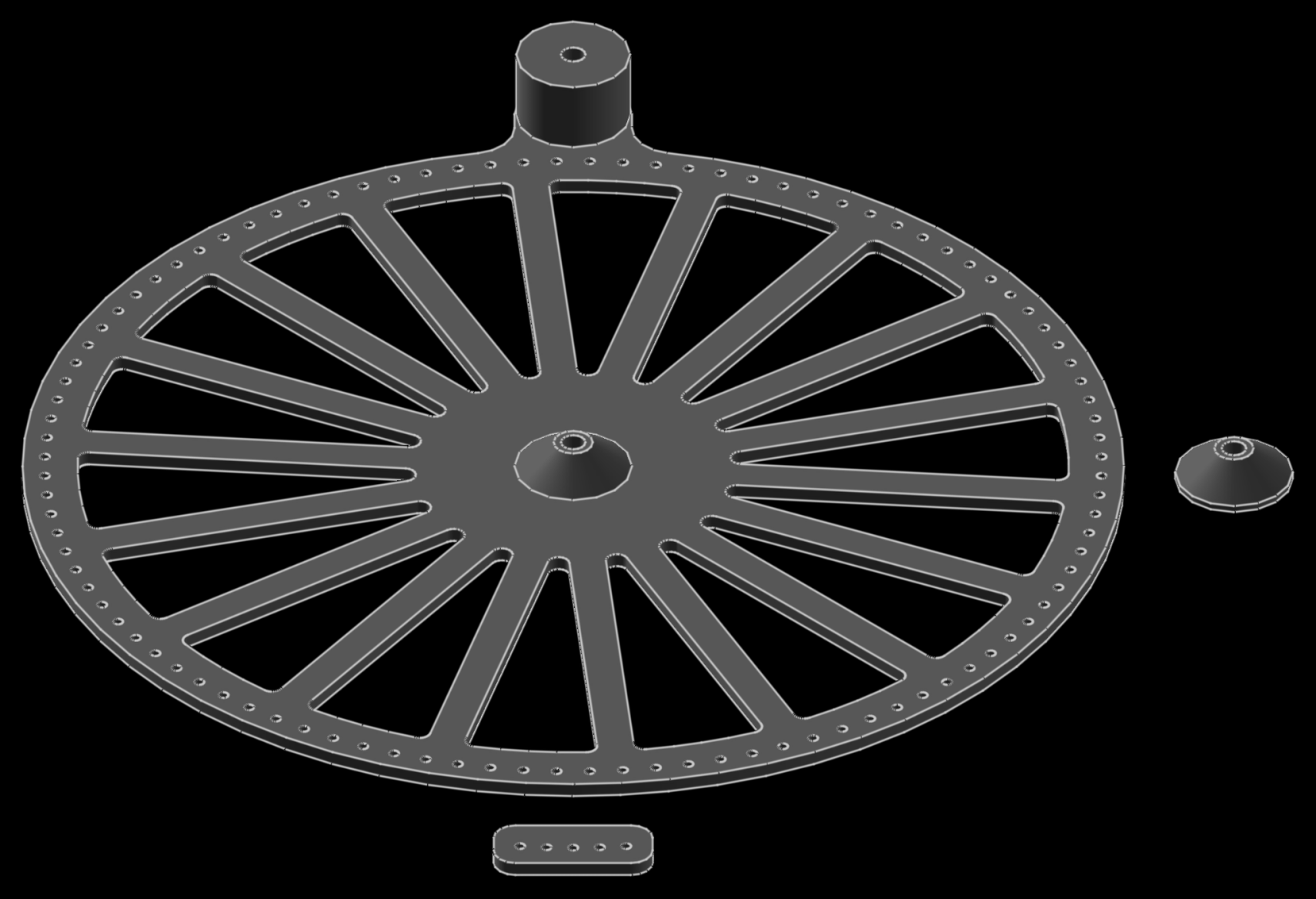
>>2925136And here's the adjusted pulley. 150mm outer diameter, with a 3mm screw or rod for the string to get wrapped around. 100 points around the outside, plus a 1/5 vernier scale via lining up holes with a piece of stiff wire gives 400 divisions. That gives about 0.01mm resolution, which is probably overkill but why not. Might add a bigger handle atop the nub there too.
>>2925133I printed it 100% infill vs petg. It is still a lot more flexible than a rigid filament.
>>2925130>i mean the most common way is a machined flat cast aluminium sheet in a three point kinematic mountBut even that would need to be leveled initially. It might not change much if all over time afterward, but it still has to be adjustable right? unless the whole machine is just built perfectly square and already in alignment. For a mill that makes sense, but it seems a bit overkill for a printer.
>>2924811>a half-decent BTT board and PiI had no idea what BTT was and looked it up yesterday. Basically they make printer motherboards? I have some experience with electronics, arduino stuff, programming in a few languages, etc. But there's a lot that I didn't feel like I was fully versed in. Different firmware flavors (marlin, reprap, sailfish, klipper, etc) and while the basics of what connectors should be wired to which things made sense, I feel like theres lots of stuff beyond that I should have a firm grasp on. (CAN bus, EZ drivers, etc, etc). I'd be OK asking questions here one at a time, but for the sake of not flooding the thread with what might be "let me google that" tier questions and also faster turn around time for my part, is there some resource that gives you an "all about printer motherboards" sort of crash course?
>>2925198Klipper is what you want. CAN and USB let you send all of your data over one cable so you don't need separate cables for every component on your toolhead. If you want to use one of them them pick one and get a toolhead board and motherboard that both support it. Shills will tell you to use one or the other but the reality is that plenty of people use each of them and they're both fine.
>>2925203Is klipper a firmware "flavor" on its own the way marlin or sailfish or whatever others exist, or is it some other layer on top?
>>2924210Oof, I was about to get memed into purchasing that.
>>2925193do that and you will need to level it like once every many months
the bed mount should have some way to adjust it slightly, usually the same screws you use to mount the bed. it is not difficult i did it often in my old prusa clone 10 years ago. you just use a piece of paper between the nozzle and the bed, as you have 3 supports you only need to do it in 3 points next to the supports. some ohter printers use 3 z axis screws, that is even simpler
but my old printer didnt had a proper bed or construction, it was acrilic crap, so i needed to do it too many times
mills are square in a completely different level, bc they are really rigid mounted, you need to take out the machinist level, scrap and many other shit to adjust it

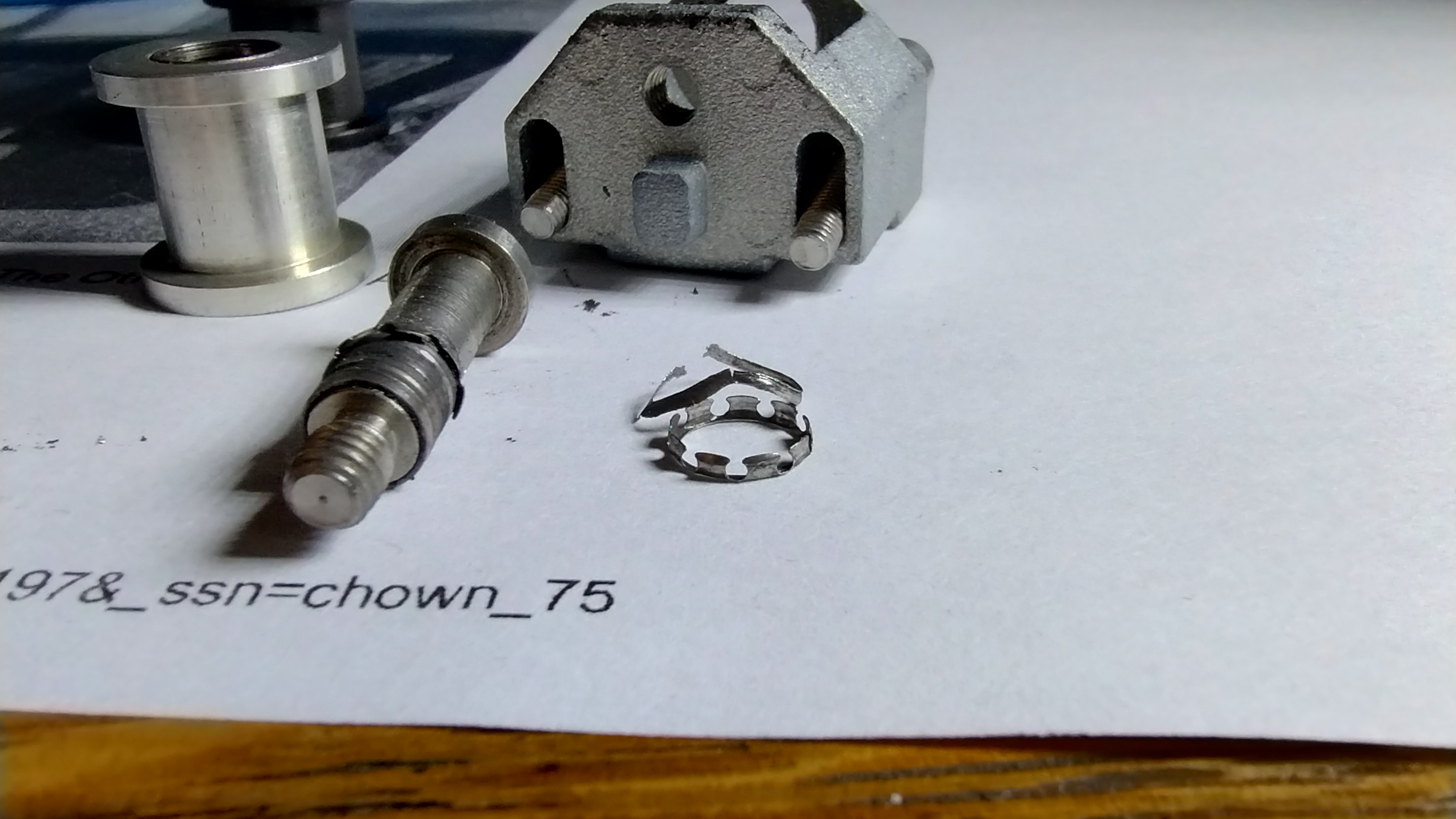
marked
md5: 935da5a59303f5d16999835971c57941
🔍
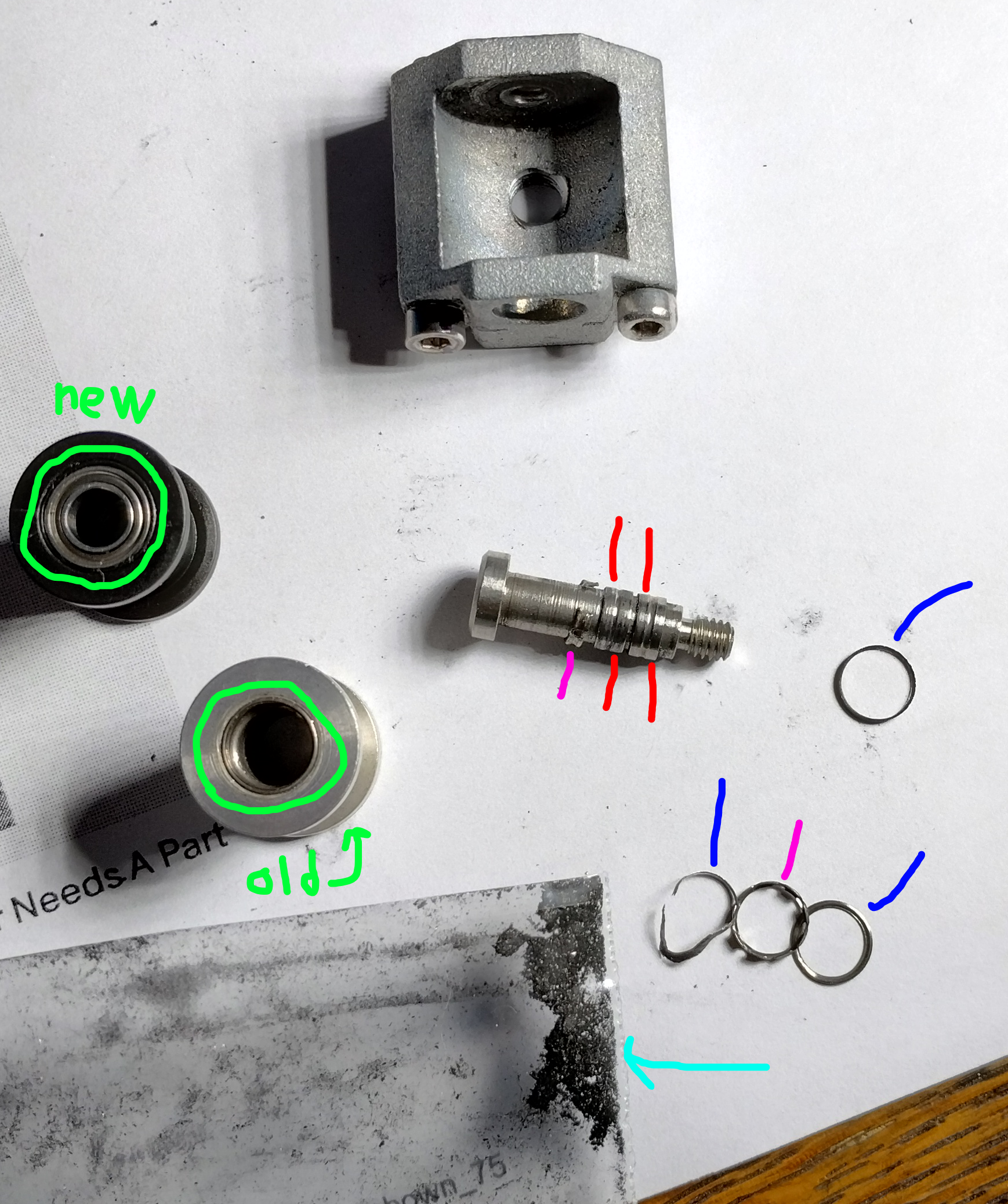
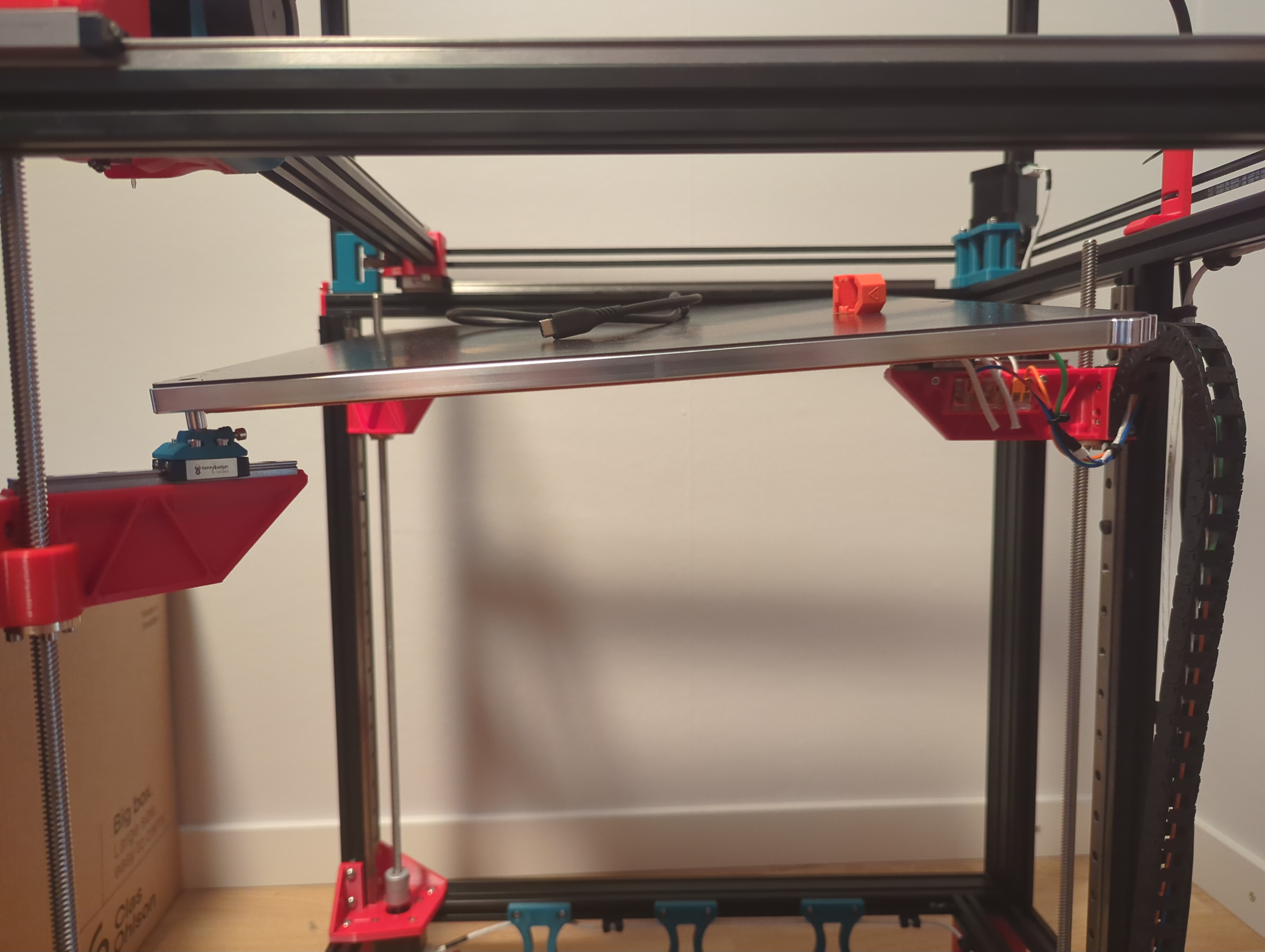
So I'm finally getting around to replacing the bad idler on my z18. It looks to me like the bearing has actually partially disintegrated, and I think most of what is left is on the post marked in red. The teal is metal shavings I collected with a magnet on an inside out bag. Blue are circular rings, possibly washers, and purple look like rings but with little arches cut into their sides.
I'm assuming that I need to remove what is left on the post before I can put it in right? It seems fairly obvious but I dont want to take any chance of breaking the post as I dont have a way to replace that off the top of my head (although I'm sure I could find a way, even if I have to make a new one).
Also I am going to clean everything to remove any metal fragments I didn't get with the magnet, but I'm not sure if I need to lubricate inside the new idler or not. Any ideas?
I can post some different pictures if anybody wants to see some wrecked bearing/idler porn, or just wants a better look at some part of it.
>>2925221never seen a bearing fail like that. i think it was used for long after it was fucked. more photos would be interesting
yeah clean the shaft, the red lines are the inner side of the old bearings, the pink one too ? or maybe a retainer ring?
anyway, those need to go yes
clean everything properly and the new idler looks like the bearings are enclosed, so you shouldnt need to lubricate them
How risky is it to get a used 3D printer? The current owner says his Bambu A1 works fine and has fewer than 200 print hours, but I really don't have a way to test it before I buy it.
>>2925205Klipper is an alternative to Marlin or RRF. It basically requires being connected to an SBC like a raspi, which itself can run Mainsail or Fluidd, which are probably the only two options I’d consider.
Sailfish is just a version of Marlin designed to run on Makerbot mainboards, if you’re replacing the board anyhow there’s no reason to consider it.
Two more hours on the current print and then a six hour print afterwards. Making kitchen organizer stuff since I threw out a lot when I moved.
>>2925270I would buy a used bambu. Not really a lot can go wrong with them. You almost have to try to break anything on the machine other than maybe the buildplate and even then you can just replace the broken parts. It shows error codes too if somethings wrong like a faulty thermistor.
>>2925270It's a bambu, so as soon as you get it you're going to print a benchy and then put it away in your closet forever. I don't see a reason not to buy it.
>>2925262I was thinking the same about those rings being the insides of the bearing. I thought they were seized onto the shaft but they just came off a few hours later. The shaft itself is, well, shafted.
And yeah this thing ran long after it failed, and i'm pretty sure it was going bad for quite some time prior to that but not as catastrophically. It ran overnight after I started hearing the noise. At the time I thought it was some piece of plastic or something stuck on the gantry or the print head rubbing the top of the print. I knew the idler was on it's last legs but didn't realize at the time how bad it was and figured it could wait until I finished what I was making.
Anybody know what this kind of bolt/screw is called?
>>2925303The scoring doesn't go all the way around the shaft.
>>2925304This shows one of the two rings with the arches.
>>2925305To give you an idea of how much metal was inside the bracket

crusty
md5: 00c4f789adac2f0d1cdb3dac8ef7aae8
🔍
>>2925306Nice it sent it upside down.
Here is what got spat out of the bracket.
>>2925307The inside of the idler got chewed up a bit too.
>>2925303Who needs a race when you have a perfectly good shaft?
>>2925300I've already designed a few trinkets and printed them on the library's 3D printer. The competition for the print time at the library is so intense, it's basically impossible to iterate on design if I don't bite the bullet and get a printer of my own.
>>2925303Stepped/shoulder bolt/screw.
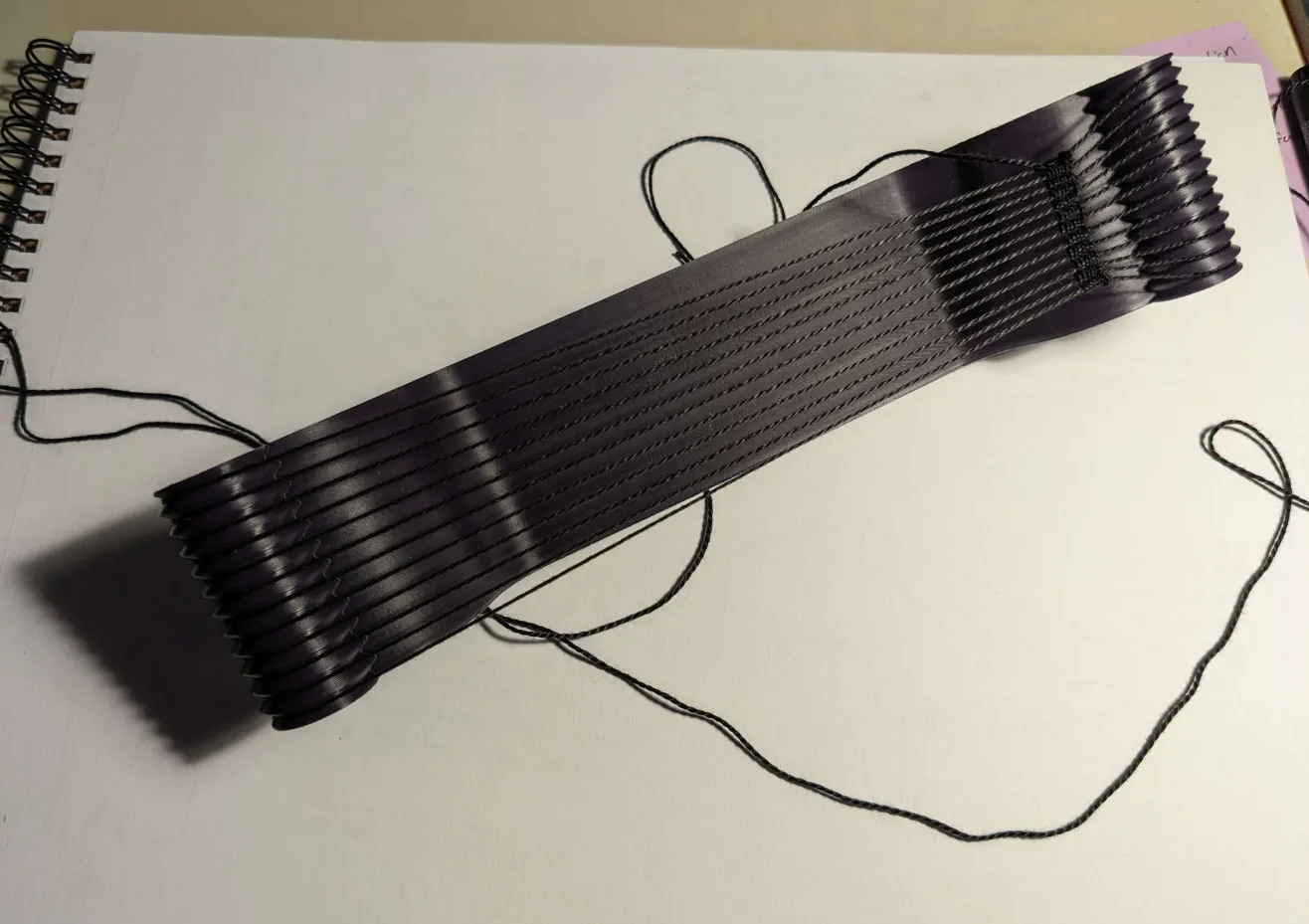
loom
md5: 9b34036b61ef8bbca5ab1476b8af2e8c
🔍
Designed and printed this little bracelet loom.
First time printing ABS because I want to acetone smooth it later. I should really rig up an extractor fan for when I do ABS prints, those fumes are a little spicy.
>>2925303its an idler support shaft, if the new idler fits well, you can pretend that is ok, maybe use threadlocker in between the new bearing and the shaft if it slips. i doubt it will have much of a load anyway
>>2925305that is the balls cage
>>2925308that still has the external ring of the bearings, you could take that out and put some new bearings. but as you have a new idler it may not be worth the hassle
What’s the Mahor V4 pellet extruder like? How does it avoid the issues that Greenboy3D was having?
>>2925354>that is the balls cageThe weird thing is I didn't find any balls at all. Maybe they all completely disintegrated? Or fell out and rolled away before i took it apart?
>if the new idler fits well, you can pretend that is okI doesn't go in smoothly, it stops when it gets to the scored part. I could probably either force it in or sand down the shaft a bit, and I might do that temporarily. I'd be worried about the force on it long term though since it's being pulled on by the belt in a 180 degree angle and is only supported from the bottom.
>>2925354>that still has the external ring of the bearings, you could take that out and put some new bearingsdo you mean the part in my fingers or the one around the shaft? cause the one around the shaft with the cut outs for what i'm assuming are really tiny balls is actually cut in half on the other end. There is a groove on the top and bottom on the inside of the idler but I don't know if that's by design or if its worn away there.
>>2925372the balls are missing somewhere, doubt a ton they disintegrated, more like the retainers did
sand if it has any feel any sharpness in the damaged part, but if not just force it a little, probably it was supposed to be press fit and even if not it wont matter that much
the one in you fingers, that grove you say is not part of the idler, is the bearing outer part, the ball outside "rails", a ring similar to the ones you took out in the shaft
you take those part out and get new bearing, sizes should be standard. It is most probably press fit, it shouldnt come out easily desu
but again, probably not worth it, but i hope at least you are learning
Orca slicer really does not want to run on Linux, I did not expect that
I guess it's time to switch to Prusa slicer? It has the same settings and I can connect to klipper with it, right?
>>2925374>i hope at least you are learningOh yeah definitely.
>>2925320based, this is getting me exactly what I need. Now to just find one with the correct specifications...
I love the process of starting with a catalog of 100,000+ parts and gradually applying filters until you have only a handful of suitable items remaining.
>p1s to get a $200 discount next week
Watch the Australia have a $20 discount
>>2925386just use the old screw anon, its only a mechanical support not a moving or technical part, it doesn't matter that is scratched
>>2925389We're getting a 230 discount for the P1S, 250 for the combo.
>>2925382Are you on wayland? Do you have xwayland or something similar? Do you use the flatpak version, a package for your distro or did you compile it yourself?
I've had issues with it too, see
>>2920511,
>>2920627Honestly the simplest way is to switch tty (ctrl+alt+2 for example) and start an xorg DE from there.
>>2925407I'm using Cinnamon on Linux Mint, I think that's X11
I think I used the appimage because the flatpak wouldn't work, and the failing point was the web thing in the Device tab crashing the software after I connected my printer, so a different issue
I tried running the windows version in Bottles but I'm a noob, couldn't get it to work
>>2925382Works for me, although I usually use cura out of habbit.
I'm running artix with wayland.
>>2925416I should mention its installed from the aur too.
Pic is some petg I've been printing, its a joystick gimbal, waiting for the bolts to hold it all together.
>>2925407>>2925416it looks like I have this issue
>https://github.com/SoftFever/OrcaSlicer/issues/7210#issuecomment-2440350811there's a partial fix, so now Orca doesn't crash after entering device IP and I can send files over wifi, but I lose the built-in fluidd interface
good enough
Idk if you guys remember me. But i finished my Nebula Mercury one hydra build. And after some issues, it's now at a state where it's working. More or less. Just got to paint the inside of and rust my corten steel panels.. Im not even that interested in printing shit. Just want to build a new printer.
>>2925426i am new in this general, but you have caught my atention
corten steel? why where? are you an architect? (they seem to love it where i am from)
>>2925428I originally was going to order laser cut aluminium panels, but then i saw that corten steel panels were less than 50% of what the aluminium cost. So i was like, ok fuck it. I'll just play rust IRL. Print succesfully recovered btw. Need a better hotend. Dragon HF is a limiting factor.
>>2925432you are used corten steel as functional parts or as an enclosure? never seen mechanical parts made of corten steel, always architectural or civil engineering stuff
>>292543 Panels, so in my mind functional.. The frame is your standard 20x20 aluminium extrusions. But i will bolt them with m5 screws into roll-in t-nuts to the extrusions. Even with the standard build 3mm acrylic or poly carbonate panels builders say the frame gets much stiffer. I went into cad and doubled the amount of holes in these 2mm steel panels compared to the standard drawing. I think they will adf a considerable amount of strenght to the frame.
>>2925442huh anon i hope you dont plan to use a heated chamber, aluminum dilates way more than steel https://www.engineeringtoolbox.com/thermal-expansion-metals-d_859.html
i mean you can compensate for that, like allowing to slip slighty by making bigger holes or slots, but if not it will warp the structure... i guess bed leveling may compensate that up to a point, maybe enough
(people dont take into account how "lucky" we are than concrete and steel rebar have approximately the same thermal expansion coeficient, and many other materials the same, but aluminum is not one of them)
>>2925447>0.000023 m/mK vs 0.000007 m/mK>0.00069 meters vs 0.00021 metersWow, it's fucking nothing. The aluminum expands an additional 0.48mm over a 500mm wide enclosure when heated 60 degrees over ambient. I'd be impressed if you could drill holes precisely enough for that to even sort of be a problem.
>>2925449you are talking about tolerances, those are dealt when you mount it, i am talking about hyperstatic deformations from uneven heating
if you screw them tight, you will have a different geometry at 20º than at 80º, and that is the kind of shit that makes bed warping, and shit being not square in general.
you said yourself, how good is if you nozzle is 0.5mm further away from the bed than expected? its ten times what this anon posted
>>2924841 and some effects are multiplicative, not additive, bc it changes angles and shit
as i said you can deal with it, but is often less straightforward that you think
you have also some other "funny" effects from mixing metals, like galvanic corrosion
>>2925455The enclosure expanding by half a millimeter won't warp the bed.
>>2925456but the enclosure expanding less than the aluminium structure will warp it and change the angles anon. that is it, sometimes they cancel out, sometimes they change shit, and that shit may meant that the axis that are square at 20 are not square enough anymore at 70
we are not doing woodworking, we are trying to do sub mm shit with cheap materials and open loop electronics, we need as much help as we can get

nofrap
md5: 9fa4dbee3da184ab68485707f64124c2
🔍
Has anyone done fittings to replace traditional lashing with frapping? Unlike picrel I have longer wires for tomato cages, so maybe it should snap on instead of slide in.
>>2925456it definitely will
t.
>>2924841 and the bed is mounted to the bed using kinematic coupler in this case
>>29254790.05mm is perfectly flat, what's your point? Go spend $1000 on a precision ground graphite bed if you want 0.01mm precision.
>>2925480i did not say it was not flat for me in anywhere
>>2925482I don't see what your post has to do with the enclosure warping the bed, then. It will just shift in the mountings, it won't warp anything.
>>2925483i was just showing off but nobody gets it as lol
>>2925351I'm afraid of ABS fumes.
>>2925391We are? I might grab a second p1s in that case
>>2925517https://au.store.bambulab.com/policy/pages/3rd-year-anniversary
>>2925389Does it make sense for someone who's getting his first printer to get an AMS too?
>>2925522Multicolor is a meme and the AMS has too many compromises to really make it useful for multimaterial. It's slow, it wastes a ton of filament, and it can't feed anything too flexible or too brittle. If you want pretty colors then buy 70 cans of spray paint with that money instead.
>>2925523I like the idea of being able to integrate labeling into the print but it sounds like there are a lot of limitations, and I guess it's too much money just to be able to write "Press here to open" in a different color.
>>2925523>>2925522I use th AMS for support interfaces. I never use it for multicolor, it is *very* for printing different materials and just picking which slot to print from rather than loading and unloading. And unloading/loading is more convenient too. It depends on how tight your budget is desu.
>>2925528Very convenient*
>>2925528Do you use PETG support for PLA prints and vice-versa?
>>2925528Just use a sharpie.
>>2925531That’s only viable for a few support interfaces that are just on a single layer. For any steep overhang other than 0 degrees, sharpie isn’t a workable solution. Unless you mod your printer with a sharpie attachment and make it colour in the support interfaces via g-code.
>>2925530Yes, only for the support interfaces. Recently however I'm not using petg or pla for the main material anymore, but abs because of how much better it prints with less warping (unironically) but may be due that I'm using abs+hs which is designed for less warping allegedly - it requires cheap gluestick still but I'm fine with that.
>>2925531How do I put a sharpie on the tool head that automatically does its thing in the dozen or so different layer heights at support interfaces over a 8-12 hour print? Sitting here all day and doing it by hand is the stupidest thing I have ever heard especially when I put on back to back prints 1 after another that use supports every day of the week
>>2925530>>2925550Currently using petg for support interfaces for the abs since it should stick less than abs still and break off easier
https://www.9news.com.au/national/blue-mountains-crime-man-charged-after-more-than-100-3d-printed-firearm-parts-uncovered--in-alleged-clandestine-firearm-manufacturing-bolthole-in-blackheath/e911c960-202f-46e5-9723-4c0443a41289
You know I thought about how it's too late for government here to regulate 3D printers, but they could force registration like they did with drones. But I'm thinking an easier sneaker way would to simply regulate filament sales. Which would be the end of inexpensive filament.
>>2925469It may be an ESL issue, but I have no idea what you're actually trying to accomplish.
>>2925609We have been building things by tying sticks together for a long time. Frapping is the final step. There may be psychological benefits by skipping or improving the frapping through the use of 3dp. Please understand it's also supposed to be funny.

tubes
md5: f1cb6dd278947b766c46a52c64d11167
🔍
The shape of such a fitting should be easy. And then I can do FEM to decide on proportions for hypothetical loads. But first I need to figure out an alternative that avoids freecad's "ViewProviderExt.cpp(1307): .., Bnd_Box is void" when lofting two rectangles to make the reinforcement web.

Capture
md5: b694a9f889c5e2f0d45b9e1b7176442a
🔍
so it turns out a .makerbot file is actually just a .zip folder containing some pictures, a meta.json file with all the settings and parameters, and a print.jsontoolpath which is just a regular .json file as far as I can tell that contains all the actual movement instructions. Pic related is a 2mm x 10mm x 0.2mm structure i sliced on makerbot print.
Still trying to decide if I buy 2 basically new z18's with new smart extruders and replace the control board of one or more of them with something klipper compatible and get a machine that is super great build quality and sturdy and with modern features for a really low price but have to deal with actually retrofitting it, OR do I get an existing modern large format printer that maybe has even larger build volume but probably wont be enclosed or as well built and/or will be more expensive...
Not sure what to do with this information but it seems interesting. At least it isn't a completely unreadable binary file or anything.
im thinking of retiring my ender 3 v2
trying to figure out if saving the $300 is worth going a k1 max + cfs upgrade vs buying the k2 plus cfs system.
thoughts?
>>2925624That's a weird thing to do with the tail of the clove hitch. I always just start with a short tail so it doesnt get in the way, and if there's extra rope at the end just wrap it around the spar and do another clove hitch at the end. Also 2 wraps should usually be sufficient, but that depends on use case and personal preference. I'd worry having a twisted rope end inside the wraps would get in the way of them getting cinched down by the fraps.

>>2925649>>2925198So how do I determine what kind of board I need? I'm interested both in retrofitting 1 or 2 z18's and maybe eventually building my own super large volume printer.
Is it just a matter of making sure I have acceptable voltage limits and enough ports to attach motors and sensors to? Like for example if I wanted to put a self leveling bed on a z18 I'd need the existing x, y, z axis steppers, the extruder stepper, and 3-4 smaller steppers for auto-leveling? Plus fans, build volume heater, lights, etc?
I'm viewing the z18 retrofit as basically building my own printer except I already have a frame and motors and all that put together, all I'll need to do is wire them up and possibly install a modern extruder.
>>2925271>It basically requires being connected to an SBC like a raspi, which itself can run Mainsail or Fluidd, which are probably the only two options I’d consider.So the mobo on the printer is running something like mainsail or Fluidd, and klipper is running on a separate SOC computer with lots of compute power and is talking to the printer's mobo and modifying/inserting instructions that deal with compensating for vibrations and the such?
I guess what I'm asking is if klipper *IS* the firmware and it's running on a printer mobo that has the compute power needed to run it, or is it something that is running in addition to some other firmware on the printer?
Also I got the new idler installed. pic related. I think it might be *slightly* tighter but only very slightly if at all. I also found another idler in the gantry that moves up and down and none of the others do that, so that could be an issue. AND the other idler on the front, while it seems to be moving perfectly fine, is making some kind of subtle noise. I'm glad I bought 6 of these.
>>2925683> So the mobo on the printer is running something like mainsail or Fluidd, and klipper is running on a separate SOC computer with lots of compute powerOther way around. Klipper runs on the microcontroller, Fluidd or Mainsail runs on the Raspberry Pi.
The MCU handles the g-code directly, the Raspberry Pi at least handles the networking and camera monitoring. Not sure about bed levelling and vibration compensation, probably the MCU.
>>2925711MCU only controls gcode to motion, the pi feeds g-code to the MCU and handles all the computing.
things like bed leveling is gcode into MCU, probe data out of MCU to pi, pi modifies gcode and feeds it back to mcu.
the MCU has almost no brains, it converts code into motion on the motors and temps into heaters.
>>2925651Is this ragebait? Why would you spend that much on a creality of all things?
>>2925757no im being serious. my ender has been the little printer that could for like 5 years now. the bambu equivalent of the k1 max is more expensive and isnt even as big of a build volume.
why would this be rage bait?
>>2925762fr though the fathers day sale on creality's website ends in 15 hours. im really leaning towards getting just the standard k1 max for $699 and getting the ams upgrade system later on down the road when its on sale. but maybe you guys know of a better printer for the same price/chaper.
>>2925768Basically anything that's not Creality.
>>2925768>>2925762You've still got more than 12 hours to decide before immediately jumping the gun. Reconsider your needs. What do yo want a larger print volume for? Are you going to simply be filling a bed with multiple parts? It wont be faster per part than a ~250mm printer, just longer before you have to clear the build plate, and at those prices you could do 2x250mm printers potentially which will be twice as fast per part. Or do you have actual large parts to print? I make large multi part props (big buster swords, armor, etc) - however the designers I buy from only slice them for ~250mm printers.
The Bambu sale is starting in a few days, here it will put the P1s below the price of the Centauri Carbon (in my country anyway) - so keep an eye out on other makers having discounts at the same time.
Anon also pointed out the Sovol SV08 for a larger build volume printer which is a 350mm printer, look into that too, theres also the Max version which is 500mm.
also iirc, its likely an upgraded P1s around ~350mm is coming, which is probably timed with the sale of moving the old stock first.
>>2925757Not him, but the K1 Max isn’t a bad option. It’s a 1.5 generation Bambu clone, so has more issues ironed out than the original K1, and seems to be a decent workhorse of a printer. Definitely lower value per money but larger compared to the CC and other latest generation Bambu clones. Personally I’d go for an SV08 instead though.
The problems with Creality are that they make too many different printers (often with cut corners), and have shitty customer support. But for a printer that’s known to be sufficiently reliable, and popular enough that it has lots of aftermarket mods and people with experience with its problems, those problems don’t really matter.
He’s spent 5 years with an ender, he’ll be fine.
>>2925773>He can't even slice models on his ownDo Bambu owners really?
>>2925776By slice I mean cut into parts. These parts have alignment holes, pins, slots, etc. The whole model makes doing it yourself a lot harder and more time consuming when you can't align stuff easily. Also if you haven't noticed, negative booleans haven't been working in orca or bambu for a long time. Probably since they relied on that windows 3d thingie to fix.
>>2925775I spent 5+ years on an ender 3 pro. Never again. The larger build volume doesn't make sense unless you specifically print large parts is what I'm saying. For high volume parts it makes more sense to get like 2 centauri carbons if you're in the u.s. or something else, or even just 1 printer is just as fast.
>>2925777i dont need the bigger print volume but i figured for the price why wouldnt i want the bigger print volume
i have ran into over the years prints i cant do because the ender 3's build plate was too small
>>2925779How much larger was the item? Ender 3 is like 220x220x240, P1s and Centauri carbon are 256x256x256. How often? Orca and other slicers have plane cut to divide objects. Though for a while now on some other people's models, the negative booleans werent working (this is used when you make automatic registration pins with holes using plane cut).
K1 max is 300x300x300. SV08 is 350x350x345.
The next bambu looks like 345x345x345
>>2925788neat. i had no idea the centauri carbon was a thing. for $300 it seems like a no brainer upgrade from my ender 3 v2.
im going to hold off until the bambu sale but if it doesnt wow me im just going to preorder the elegoo and wait fo it.
>>2925800Here, the sale will put the p1s below the cc, so Jm wondering if elegoo will throw up a sale at the same time. I already have a p1s but the cc can share bambu plates from what Im seeing which is neat
I have a 2.4
I configured it
I built it
I made my orca profiles
I am better than you, Bambulets
>>2925447My bed is mounted on three points, using kossel balls that sit on linear rail carriages. The design allows for the bed plate to expand and contract. I do not plan to have an activley heated chamber, as i don't need to.. My toolhead board reported temps of like 80°C when the bed is set to 110°C. So actual chamber temp is probably around 70°C when printing ASA. Im going to install a proper chamber temp probe later.
>>2925831I make and prints things
>>2925849Very nice looking. Non-planar slicing when?
>>2925594I don't know much much about guns but those don't look like operational guns, did they arrest a man for making rainbow colored plastic toys?
>>2925855>seven imported firearm steel barrels, a box of springs, clips and screws used to complete firearmsSounds like he was making working guns. You can 3D print actual guns, you need a few parts to actually make it work and not blow up in your hand. Unless you make like a much thicker barrell in a custom gun design out of something much stronger, but since you'd wanna machine the barrell anyway probably if you did that, just use metal and make cnc the barrel or buy it. It's legal in the u.s. and some other places if you do everything right, not in Australia tho
>>2925855Also toys are illegal too
>>2925594>Boltcels seething
Am I the only one who hates calling the benchmark boat "benchy"? I hate the way it sounds. It's undignified and sounds stupid. Every time I say it I feel like I'm saying "I pwinted a benchy uwu"
>>2925850If you're a Bambu user, then all you print is someone else's worthless crap.
>>2925901You're just mentally ill, that's all
What's a reasonable time to print a benchy?
>>2925901I've never done one and I thought they were stupid but when you say it like that....
>>2923877What sort of tube are you running? I was looking to design a peristaltic pump real quick because I need one and I want it to use tube I have on hand. I came up with clear tube that seems to be PVC. I've read it wouldnt be recommended and one should use silicone instead. Is it that critical? Just need it to run experiments for an hour max at a time.
>>2925964You need a really flexible tube for a peristaltic pump to work, if it can't completely pinch the tube closed you'll get low flow and unreliable metering. I guess you can pinch it with your fingers and see if you can push the fluid up against gravity. If you can, you can probably make it work to some extent.
>>2925901I can't recall just one time I printed anything that someone else modeled and while perhaps there is a valid usecase that entails this I can not really think of one easily. But I see that there is many braindeads that use the tool a 3dp is as a means to its own end.
TLDR: You're concerned with what braindeads call their braindead shit.
>>2925965I believe my ability to produce the required force has little to do with what the pump rotor will have to do to make it work. I had planned to just design the gap rotor to housing to be no more than 2 times the tubes wall thickness at it's narrowest point. I generally expect one of 3 outcomes:
It works.
None of the motors I feel like using for it will produce the required torque.
The housing or rotor fails.
I expected the issue with the 'wrong' tubing to be power draw and premature failure of the tube. But as I said I just need it to work an hour at a time max and then I could replace the tube if needed before the next run.
>>2925966>perhaps there is a valid usecaseMy understanding is that the benchy is used because it was specifically designed to test most or all different types of geometries someone would likely be printing. Ie, you see how well it does straight walls, curved walls, walls that bow outwards, slight overhangs, arches, bridging, inset geometries, outset geometries, travel movements, etc, etc, all in a single relatively small print.
Like its basically a diagnostic you run after making substantial changes to settings, using a new material, or modifying hardware, and it lets you verify your new configuration works and identify any specific issues if any.
Was I wrong? Is it just a thing someone made that became really common to print and people can say "Look! It works!"
>>2925967Then build it anyway and see if it works. Why ask for advice if you didn't want it?
>>2925969Where did I say I don't want it?
Thank (you) for the advice (?) apparently you can't live with exicitly getting that first before continueing a discussion.
Now back on topic:
I am still missing the logic deduction in your argument where the strength of my fingers is related to my chance of success in using this tube.
I'd also be interested if someone has first hand experiences using either tubing and I even have more 'thank (you) for your advice's to spare.
>>2925968Yeah but why not just print the next thing you want to print and if it works thats great. And if it fails well you know on what sort of feature it failed and can draw your conclusions, make the changes you wager it needs and try again.
IMO there's no point in testing abilities of your tools that perhaps you'll never need. Just use them and see how far they get you.
>>2925973My experience is having to find a tubing that could handle both dichloromethane and ethyl acetate while remaining flexible enough to work in an actual lab-grade peristaltic pump. My experience was that tubes I couldn't pinch fully closed with my fingers would have poor metering, just as I said.
>>2925974>if it fails well you know on what sort of feature it failed and can draw your conclusions, make the changes you wager it needs and try again.Honestly this is what I've been doing until like a month ago, starting from 2019. I think the idea is to test everything all at once so you know that configuration is good for all scenarios instead of only fixing issues one at a time as they come up. I can see either approach making sense honestly.
I've already found one limitation for the "small benchmark" validation approach with my current project which is printing a really big thing on a printer that (by modern standards) doesn't have super great acceleration capability, so as I'm trying to dial up the speed I can't actually tell if that will be a problem or not because my z18 can't accelerate up to those speeds over the length of the lines in the benchy anyway. Like it will get up to those speeds, but it needs about twice the distance as the benchy allows I think.
>>2925985Max speed is only determined by max flow rate, which you don't need a huge print to determine.
>>2925988No you dont understand, the gantry cannot reach its top speed before it gets to the end of the line and has to slow down.
>>2925993I understand what you're saying, you're not understanding what I'm saying. There's no mechanical limiting factor to top speed, only to acceleration. You can set your top speed to 1000 m/s and it won't cause any problems, you'll just start getting underextrusion on very long straight lines. As long as you have good limits set for volumetric flow and acceleration you don't have to worry about top speed at all.
>>2925995Oh, I see what you mean, my bad. Unfortunately Until I do a refit with a modern motherboard so I can stop using this things archaic slicer, I can't actually adjust acceleration.
>>2925901I have a lot of stuff saved from other files made to print later. Not like I don't like making my own stuff but I do enjoy looking at what others make. As it is Benchy is fine so grow some thicker skin or something. Some people get overly sensitive about some things but later claim they don't get offended easily.
>>2925902Go print yet another benchy
>>2926008I'm not a Bambu user though.
What's the issue with bambu? Is this just some elitism stuff or is there lime an actual reason because all the printers on the market currently are pretty on par with one another so can't really complain to much? If its something about how Bambu isn't as modular as other brands I can understand too but it's hardly that big a deal if all you need is a machine.
>>2925964I was using 5mm OD 3mm ID silicone tube. Would be fine with a better motor and pump design, just not what I was packing. The tube needs to be able to squash flat in the middle enough to seal reliably, PVC likely won’t work. At least not long-term.
>>2925974If the next thing you want to print is small, yeah use it as a calibration print. But if you only ever print stormtrooper helmets and buster swords it makes sense having a small calibration print.
>>2925977Did you try PDMA? I think there are some fluorinated elastomers out there too that could work.
>>2926011Unreasonably good quality for the Chinese spyware that they are. And with the sales at the moment, good value too.
What's causing the bottom half of my ring to come out all crap? the upper half seems to retain its quality. Made a ring with a shorter width and it has the same issue but less noticeable, bottom half is mush but it recovers detail by the top
>>2926018I'm not familiar with PDMA and google isn't turning anything up. This was a decade ago so I don't remember clearly, looking up chemical resistance charts nothing seems suitable. Maybe we found a source for suitably flexible PTFE tubing.
>>2926011Sales are coming in a day or so with large discount. There's simply nothing as gold as them in the regular price range let alone during a sale. Other brands need advertising/marketing and that will filter down to youtube, and astroturfing/shilling. They're as about modular as any other of the brands that have tried copying them like the elegoo centauri carbon that even takes bambu build plates. Anything that works with the firmware tends to work just like with most other closed firmware printers, so you can't add stuff like toolchanger or idex to any of these printers that don't have it etc. The sovol sv08 is based on voron so you can mod more stuff in than on close firmware printers like toolchanger etc.
Technically you can even go above 300 degrees on a p1s by lying to the firmware by changing the probe resistance value.
It depends on what you want but it's a reliable tool that works consistently, in high quality, in high speed, reliably with minimum fuss and quality of life so you can make stuff without the printer getting in the way
>>2925901i'm happy to call it a benchy, because printing is a baby hobb if you're printing a boat to benchmark your printer.
i print overhang test, heat towers, molds to make silicone paranah plant sex toys, multiple 5x5x5 cubes to test dimensional accuracy, and each one tells me a different process to dial in the printer or filament.
printing an all in one boat is kid shit, and thats why i tell all my friends to print one first on their machine, its a test to see if they want a tool or a toy, if the first thing they print is the boat, its a toy, if the first thing is a functional part or dimensional test, its a tool.
>>2926029I wonder if it’s worth buying a P1S if I have no intention of using their slicer or firmware? I know the X1C firmware has been jailbroken, but for the P1S I guess I’d have to replace the mainboard, and I didn’t .
Everyone can 3d print metal
The elites don't want you to know this.
>Decide to go with clickchanger because I like the permanent CPAP and cartographer mounts
>Wish there was a CNC carriage option
>Realize I can just 3d print molds and make it out of carbon fiber for even more stiffness than aluminum at about the same weight as ABS
What are the odds I could find a second buyer for an obscure 3d printer part in a meme material to help offset the cost?
>>2926043can you tell me more about sex toy mold part
i actually am kinda interested in it since i have multiple zbrush sculpts
>>2926044I dont think anyone has done that so youre probably SOL, youd have to wire everything up, map it and experiment. Bambu Studio is a fork of Orca, Orca also works.
Does anyone actually re-use spools or do you juts throw them out?
I need some help
I'm trying to print an ocarina. I did a print on balanced settings in normal PLA and it printed perfectly, no problems whatsoever (I actually printed 3 of them, no problems). Then I tried to play it and it was (surprisingly great) so I decided that I wanted to print another one on fine settings using a fancy-looking filament. I bought a CC3D green silk PLA filament (It was really cheap) and ran a print on fine settings but it fell over and I had to restart, only for it to fall over again. I adjusted my settings, tried printing it with a big brim (30 lines) while going very slow for the first few layers with a high temp but it fell over again. It's a 5 hour print on fine settings, and it always fails when there's around an hour left (little more or a little less). I'm at 3 failures now and ready to give up...
I'm printing on an Elegoo Neptune 4 Plus. My printer is at the front of my house near the entryway and I read some comments online where someone said this filament is very sensitive to drafts. But I don't know, I was home alone today so nobody went over that way today while it printed except for me sneaking up to check on it every now and again, and I didn't open the front door at all.
What do you guys think? It prints absolutely fine with normal PLA, but this silk stuff is the problem. But the failed prints are very pretty (like a reflective emerald green) so I want to make this work if possible.
Link to the file:
https://makerworld.com/en/models/1263569-eclipse-twelve-hole-alto-c-ocarina
>>2926062Some people use them for printing from recycled PET bottles. You can use your printer to make a tool for cutting the bottles and winding them onto the spool for printing.
>>2926055why is that the one everyone gets stuck on?
i just make the model, boolean it out of a 3 part mold, bottom for the lips, it has a mounting point for the rod, and 2 sides, then add the shaft and keep it attached with a matching point to the bottom piece.
print those 3 bits and the shaft.
assemble them, i use a load of rubber bands and Vaseline to seal the joints, pour your silicone and once its cured you just sort of peel it apart, maybe break the printed shell.
its based on the process mouldforge uses, but more lazy, since he prints a master, then a shell case, and makes an inner silicone mold of the master, then pours into that mold for the cast, making an exact copy of the master.
of the 3 attempts, the laziest one i second came out best, trying too hard to sand the printed portions ended up ruining the crisp lip lines and the lightly fuzzed surface didn't take the clearcoat as well as straight printed PLA, so the silicone stuck like a bitch.
check out moldforge and steal his process.
>>2926086Can you post some pictures and possibly some files? I'm very interested
>>2926046Solder pools and bridges, it doesn't stack up. The surface tension and flow isn't good. Believe me if it was that easy my dusty ender 3 pro would be seeing some use
>>2926062I throw out empty spools and cast my own filament. Filament is $20/kg (sometimes $14/kg or cheaper) for pla/tpu/petg/pla+ and not that much more expensive for other materials. You could not recycle CF/GF easily.
The cost of a recycler is $300. Not counting the feed stock cost that is 15kg of petg to break even. I don't print enough for it to matter.
>>2926080>What do you guys think? It prints absolutely fine with normal PLA, but this silk stuff is the problemHave you done temperature towers? You may need to print slower or cooler. Why is it falling over? Poor bed adhesion? Print head whacking on a travel? Avoid printed parts on travel or slow travel in the bed movement? Rotate so the bed movement doesn't throw the print so far or fast? Adjust wall/infil for better stiffness?
i avoid silk filament at all cost
they are some weird amalgam of pla and whatever and it puffs up like crazy, has shit mechanical strength and generally prints made with it are eyesore with super anisotropic reflection
How well does tpu survive hot cars? I know PLA goes limp and creeps but TPU is already there and similar print temperatures doesn't mean same plastic properties.
>>2926098Yeah I'm really not sure. I suspect poor adhesion but the adhesion seems fine up until it fails so maybe not. I'm using grid infill, maybe that's why? Grid infill kinda scrapes a bit so maybe the extruder is knocking it over idk.
I wonder how it would hold up if I tried one of the infill types meant for a faster print. Like lightning or something, whatever gives the fastest print time (but with fine settings for the outer walls). I guess an ocarina is technically a functional print, but I mean... I'm just blowing into it. Depending on the print time I just might give it a shot.
New printer is coming tomorrow, maybe it would fare better with that. Otherwise maybe I give up on trying to print the ocarina with this one (I already did a fine print in standard PLA today that I'm happy with), and use it for something else that would print easier.
>>2926099It's my first time using it but the 3 failed ocarina prints are genuinely beautiful when the light hits them. But one thing I did notice is that after I unloaded it and put a standard grey filament through my printer it came out slightly green for a little bit. Didn't affect the next print at all but I feel like it mixed more than usual which is kinda weird. Makes me a little nervous about buying it again, I don't want it to mess up my printer.
>>2926043I like how you think with the "tool vs. toy" thing. I went 5 years before printing one.
>>2926062I don't throw them out I just have them accumulating in my basement. Its starting to become a problem.
>>2926086I tried something like this once. What I did was to print with like 4+ wall lines so it would be totally water tight and made a single use negative. poured the silicone in and let it cure, then smashed the mold apart with a hammer and other tools to release it. Unfortunately I made the model myself and I measured my dick wrong and it was too tight. Measuring penis diameter with a caliper is harder than I expected ngl. You'd think it would be straight forward but no.
You might also print with really thin layer lines, 0.2mm might feel a tad abrasive depending on how soft your silicone is. (mine was also too firm)
I gave up on it for the time being cause the silicone compound was expensive and I couldn't find the good soft stuff on ebay for cheap.
>>2926106have you tried using the silk pla to make one on the regular layer height settings? Or printing non silk on the fine settings? That way you can isolate the issue to either the filament or the profile.
>>2926114Despite being pretty curious about the CC it's just a bad deal here, I may just jump on this for my 2nd printer if there isn't a sudden surprise 345mm^3 announcement
>>2923495 (OP)>spent the better part of a week chasing down an issue.>Bought quite a bit few parts, even broke some other parts chasing down the issue.>turns out it was bad filament.Who would've thought that ABS-GFcore absorbs moisture.
>>2926115>>2926114How does a $300 printer baloon to double its price just because the site is .au?
My Centauri Carbon stopped working after 24 days and Elegoo is driving me crazy trying to fix it.
Deeply regret buying it. But I also bought tons of accessories for it so now I'm in the hole. Wish I bought the A1 instead :(
>>2926129$0.2 Dong has been deposited into your acccount.
>>2926113I printed one on fine settings using standard grey filament and it turned out great.
>>2926119That's only like 400 USD.
>>2926106>grid infillLines, lightning or if you must gyroid. Also you might be having some thermal shrinkage as it cools that peels up the edges.
Lol it feels dirty to be doing all my cad work in thousands of an inch. But that is what my tools measure in and it works fine.
>>2926143>thinks it's just the conversion.Thanks retard, for typing USD to AUS into google.
>>2926151Better than a blunder I did not too long ago where rather than switching the project's units I simply had a 24.5 divisor.
And kept wondering why shit wasn't fitting correctly.
>>2926155You should have asked
>How does a $300 printer baloon to 1.3x its price just because the site is .au?if you didn't want anyone to bring up the conversion rates.
>>2926157Then how does a $600 USD printer stay $600AUS?
Fucking mongoloids.
>>2926158Bambu increased their US pricing across the board during the tariff clusterfuck. The X1 nearly doubled.
>>2926162Finally a good answer. Arigato, twat.
Bruh I want that 500mm SV08 max. My 230x230mm build plate is too small.
Big printer alternatives?
>>2926165Orangestorm Giga. I'd strongly consider the normal SV08 or building a big Ratrig or waiting to build a Voron Phoenix, though. Everything I've seen about those enormous commercial printers is that they're a pain in the ass to deal with even if you're putting all of the volume to use. Cut corners cause more problems the bigger you go.
need help
my wife left me (yay) and she was a big 3d resin printer, she left the desk (wood) completely stained and sticky
i need help on how to clean that shit throughly because itd be a pity to throw away a nice desk
>>2926175Your wife was a resin printer? I hope you didn't stick your dick in her
For the resin residue normally you would wipe it away with IPA but some of it probably seeped into the wood so...
>>2926175if its made of real wood, honestly just plane the wood...
that is what is done to good workbenches when they get fucked
>>2926175Just look up whatever appropriate solvent to use. If it isn't water, then probably acetate or alcohol. Worst case you UV cure and sand it away
>>2926096It depends on the alloy you choose, if you go for something that isn’t eutectic then you can extrude it as a paste instead of a liquid. Project Binky made a solder 3D printer for rapidly prototyping circuit boards that you might want to take a look at.
>>2926156Hehehe
Reminds me of when I made a cosine lookup table for an 8-bit microcontroller, with a maximum value of 256. I spent ages trying to find why at the very top of some of the sinusoid peaks there would be a big dip to 0V.
>>2926175Use isopropyl alcohol. Specifically you want to use high grade stuff, 90% and up. 99% is good. It dissolves the resin so it wont magically make it go away, but if you get as much of the resin in it before it evaporates and then suck it back up with towels or something, you should be able to take the worst of the resin with it.
Alternatively (or after you have gotten as much off as you can with IPA) you can do what
>>2926182 said
>Worst case you UV cure and sand it awayYou can use UV light specifically, but sunlight will also do the trick, but might take longer than a high power UV lamp.
But yeah I'd get as much off with IPA as possible, then let it cure and sand it out, or plane it.
Another thing that might make the IPA more effective is if you could get some kind of enclosure over the part you are soaking to keep it from evaporating away too fast. Like a box with a silicone gasket on it or something. Alternatively just use large amounts of IPA. You could probably start with high volume, lower purity since that's cheaper and then use the 99% to try and get the rest of it out. Also before you use the IPA try and get as much as you can (if any) with just a paper towel or a sponge or something. Another thing is to avoid spreading it to areas that don't already have resin on them if there are any.
>>2926088files no, the original shape i stole from a trans koopa vtuber "lizzykoopa" and its a no sharing license, but i basically just opened the blender file, removed all internal geometry, teeth, tongue, pipe and leaves, used their blender settings to make the lips a bit more puckered, then exported that out to fusion.
the shell is just a cylinder cut into the 3 bits i described above.
i got banned from posting pics of the end result before, since /diy/ isn't for making sex toy or guns, but ill grab a pic of the molds after Aus work hours.
the actual finished object is unfuckable because i used random silicone i had leftover from another project, but it was an interesting learning experience i used to make fishing lures for a mate and a big ol 'therapy vibrator' head for his wife once i got the right silicone.
>>2926112the trick is to use SOFT silicone, like 00-30, and keep the walls thin (less than 2cm) so it can stretch without tearing, buy an actual sex toy and cut it up to get a cross section.
i went with a reusable shell design because i wanted to do multiple casts until i figured out a good set of skills for making printed molds.
just get some smooth-on eco-flex, avoid HUGE plans until you know what you're doing, and expect to need to toss the thing out after a few months because without a vac chamber the airbubbles will cause the whole thing to tear.
>>2926110one of my mates bought 20 different filament's, printed a benchy, then put the filament into a pile with the benchy, and that was the end of his printing. that was a toy.
he then gave that to a mate, who printed a load of flexi toys for his kids and their friends, got through ALL those 20 spools, then sold the printer on marketplace because he'd gotten good use out of it, but didn't want to deal with sourcing more plastic. that mate used it as a modern tool.
>>2925901>benchy is a reddit termFair enough
>>2925968>Tests curves and overhangsSure
>>2926043>advanced benchmarksThe benchy is an initial validation that the printer will at least print the default testprint with the gcode and ouncd of spoolless filament shipped with the machine. It is something that answers if your printer works and hopefully the printer manufacturer cared enough that it prints out both fast and pretty.
I printed the benchy that came default as a first print and I knew I assembled my printer correctly. Every other print has been either been something I wanted or a temperature tower or setting tower to try and improve print quality with a new filament. There is no reason to print a second benchy when temperaturetowers exists.
>>2926232I like the benchy just to see if it will print at all, and any glaring issues would be easily corrected. I also almost always break off the smoke stack on the ones where the smokestack isn't just a melted mess, it gives me a good idea of layer adhesion.
there's only a few filaments where I haven't been able to break it off.
I used to prefer temperature towers but I've since gone back to the fucking boat. I've been thinking about redesigning the temperature spikes to have a larger cross section that could more widely differentiate strength in materials/temperature by feel, but the boat already works well enough.
Here's one for nylon that I've kept around for some odd reason.
I had to use side cutters to snip off the bow. It may not be the nicest, but it did help me set up my straight nylon profile.
There's another one for ultraPA-cf core that I couldn't break at all, and a ppsu that when it broke it did so like glass and left a massive wound on my thumb.

sunlu
md5: 62798ca97db3bbdfd8400dc2252957c2
🔍
Anyone have one of these? Im assuming I need this and need to 3d print a filament winder? Think im getting close to buying a 3rd p1. I figure if I keep those machines pretty busy I should probably end up with a spare spool every month or two. Would pay itself off within the year.

1
md5: f4a02d29991ff15c5932291e0e5b2e9a
🔍
new bambu p1s printer. what can i adjust to make the text better? its with .4 nozzle. this is abs. do you guys see anything that can be improved? and if so what?
>>2926243What does it do? Join two filaments? How much waste are you recovering to pay off the investment?
>>2926249Reduce flow rate slightly or hole compensation.
>>2926249I think the bad horizontal text is caused by the infill impinging on the inner walls. Try reducing infill density or maybe a different pattern.
>>2926255>>2926254Will try these thanks. Can higher temps cause it? it says to use 250 at most for printing with this filament but ive been doing it with 270
>>2926257Clip out one of those lines of text from the model and print it a few times with increasing temperatures. With a lower temp you might be able to get the inner walls fully rigid before the infill starts pushing on it.
>>2926257While temperature could be a factor what's happening is you have text with features smaller than the width of the lines of plastic your nozzle is laying down. What's happening is a combination of your slicer simplifying the text through interpolation because the feature is so small. Reducing flow rate will have less plastic deposited per line, which could be good or bad, obviously you want at least enough plastic that adjacent lines fuse at least a little.
Hole compensation tells the slicer to draw the hole slightly bigger as if you outlined a drawing with a thick marker. Hole compensation also works in the negative direction.
TL;DR: The features are very small so don't expect perfect results. Try hole compensation first.
>>2926264And measure with some calipers on your test holes.
>>2926264The quality is fucked even on letters with no internal features like Ls and Ts.
>>2926253Yeah it joins two filaments. Probably have like 50 grams left on a spool but I eat through spools pretty quick. I have two a1 minis and the spools end up fucking up when theres like 100 grams left. I have a small print farm im trying to grow and add new products. Hopefully im pushing 5 spools a week here soon. If this device works I could probably have an additional spool each month. My margins are pretty tight as im competing on amazon against the chinese so an extra $5-10 is a nice little bonus I can throw at ads.
>>2923495 (OP)how do you do, fellow /diy/ers?
>>>/tg/95937172
>>2926088heres the shell of v2.2, the half finished v3 is closer to an actual fleshlight in design with a printed pipe as a case and just the plant lips poking out the front.
Just got my first filament printer (Ender 3 v3 se), been doing resin for a few years though.
Tried to do a print in ABS with temperature of head and bed set to 230c and 90c respectively, print wouldn't stick and failed 3 times in a row due to detachment issues.
What all do I need to do to successfully print in ABS?
Got a set of nozzles coming in the mail so I can do 0.25 instead of just the stock 0.4 as well.
Additionally have TPU filament but I don't want to rush into trying that until after I have ABS figured out, having no trouble with PLA prints.
>>2926299Oh and I'm using lychee as my slicer.
>>2926299The big one is an enclosure, you'll probably not get good results in abs without one
Clean the bed, bump the temp and print with a brim. That usually fixes any adhesion issues for me but if none of that works try switching glues.
>>2926293It doesn't exist because you haven't made it yet. You know what to do.
>>2926304>hurr durr who if not you when if not nowhave mercy on my god forsaken soul
>>2926299You can print small ABS parts without an enclosure by laying down a PLA raft first and then swapping to ABS.
>>29262991. Use esun abs+hs
2. Use cheap gluestick
3. Put a cardboard box over the printer to makeshift enclose it
4. Enjoy
>print falls of the supports while printing
That's a first. Generally the supports fail while they're printing. I've never had the actual piece fall of it. Does it need more support?
>>2926299>TPU filament but I don't want to rushTPU is very easy to print with. Treat it exactly like PLA except run a little hotter (230C instead of 210C). The extra heat keeps the nozzle from dragging the part. TPU also expands and contracts very little from heat so it just works.
Is it worth buying P1S even with the discounts now considering it's probably going to be discontinued soon?
>>2926328>esun abs plusexpect some performance degradation
nothing a really serious problem but something to care about

DSCN2204
md5: 5ed138fbb1b3657838477cf07e88e583
🔍
Made a 5 inch to 4 inch blower/extraction manifold. We cant find any 5 inch pipe and the blower so 4 inch it is.

DSCN2207
md5: 015b297f321064aa7240ce009001a1e9
🔍
>>2926361I'll put tape over the inlet side to remove any pressure/volume losses. This is gonna be for an extraction system on an old ULS 50 watt laser system (and another one that is either 35 or 45 watts, but not at the same time) The specs on the blower are SUPER close to the requirements for both laser cutters in terms of static pressure, and far exceed them in terms of CFM. Hopefully by using a minimal amount of ductwork and not bothering to use the dust collection bag (this was meant as a dust collector for woodworking) I can get the required static pressure. (I have a meter to measure it just in case)
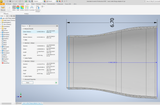
Capture
md5: 571696ab7f29cfb61f33d6cec90ac64b
🔍
>>2926362I took special care to make sure there were no sharp corners inside and to make the transition as smooth as possible to limit static pressure loss. Although narrowing the pipe will inevitably reduce pressure of it coming out, I don't think it will reduce static pressure going in at air speeds well below mach 0.3 in any meaningful way. And as long as the intake pressure is high enough I don't care about the pressure anywhere else.
>>2926360Abs+hs not abs+. Solves just every major weakness I can think of for parts I was making, distinct lack of warping during printing, high temp resistance, doesn't creep/low temp warp under own weight in etc, much better printing properties than petg+hs

DSCN2214
md5: d25250d70a479019bfcbed7919aba1b9
🔍
On a totally unrelated note, what do you do when the print sticks to the print surface just fine (painters tape with glue stick on top in this case) but the print surface itself keeps pulling up off of the build plate? (ABS plastic, textured)
It seems like even if I replace the tape, either in just that spot or even everywhere, it still has a tendency to pull up a little bit. I made a particular effort to press that tape strip down with a hard roller/rounded edge to really give it good adhesion. Other parts of the tape also tend to pull up a bit over time and form little bubbles but for some reason this spot in particular seems to do it the most. It might just be that the model has the most warping stress at that point. (It's also a super wide footprint model that covers most of the build tray)
Some ideas I've had so far (in addition to replacing the tape and pressing it down hard with a rounded hard edge)
1) clean the ABS build tray in that spot with water and IPA before applying fresh painters tape
2) apply glue stick to the ABS build tray in that area, then apply fresh painters tape
2.1) do (2) but after doing (1)
3) after applying the painters tape across the whole build tray, apply a second layer at a 90 degree angle across it. (if the adhesion between 2 tape layers is better than tape to build tray, that one spot that wants to pull up will be pulling on more than one piece of tape underneath{?})
3.1) do (3) but after (1) and or (2) and or (2.1)
4) Use some other brand of wide painters tape or even the same brand but get a brand new roll. (in other words, maybe this brand of tape just sucks or it might be fine but this roll might just be really old)
5) Use another type of tape completely, possibly gaffer tape, which will bond to the build tray much more strongly and has a rough surface finish that I feel like would work well with 3D printing.
6) resort to moderately heating the build volume to ~40 to reduce warp pressure
>>2926303>>2926308>>2926328Thank you anons, I suppose I'll have to cut a fla window in the box so I can check on progress and make sure there aren't any failures.
>>2926372I stop and reevaluate my life and ask why am I trying spending time, money and effort taping up a build surface to start with
>>2926240Straight nylon is such a bitch to print, but if the shape is simple it's basically the same as if it were an injected part.
p1s for $500 or elegoo centari carbon for $300
i dont care about waiting for the elegoo.
is the $200 worth it?
>>2926399That's what you do? It's one of the oldest and most common bed surfaces to use on older printers.
>>2926368what about creep under load?
im actually looking for less warp bitchy variant abs for mechanically unimportant stuff because letting shit cool down for a macro controlled eternity is too painful for me sometimes
>>2926407unironically truth
there's not so much usage for the tape when pei sheet exists
for ones that weld you can just apply some stick glue on it
anyone got a youtube series they would recommend for intro to cad and remixing projects?
i know nothing about cad but want to learn how to remix files and tweak them for my purposes. maybe ill eventually get froggy enough to make my own
>>2926410Yeah the build plate on my (as yet unmodified) z18) uses tape. makerbot sells some $50 tape or something but painters tape is what I've always seen used.
What do you mean by weld? and still if I'm forced to use tape, how do I keep the tape itself from pulling up?
Has anybody ever thought of putting a tuned mass damper on a printer? especially a big one that is trying to print fast. I know klipper is supposed to help but I have to imagine actually damping the vibrations to some extent would help even more. Either a passive system or an active one could be used.
>>2926424An inerter is probably a better solution than a tuned mass damper for the same reasons it was a better solution for F1.

123
md5: 79e95dd54dacabb8f81f6863cd11d82c
🔍
tried it 20 degrees lower only first. so far the results show better results if you look closely. left is 250, right is 270. fuck i thought this was like printing poly go high as you can go, i guess not.
>>2926479The important thing for making PLA look good is how quickly you can cool it. If you're stuck with the stock cooling on whatever off the shelf printer, even 100% fan speed isn't enough and you need to turn down the temperature. Especially if you're printing high density parts with lot of thermal mass to cool and not much passive airflow over it.
>>2926358I just bought one. Already have 2 but my print farm production seems to be picking up. Its still a very good machine and likely will be for a couple more years. They will probably still offer parts for it. For this price im hoping it makes enough money until im ready to pull the trigger on a next gen machine.
Its really going to come down to your needs. For me I dont need a larger build plate, second nozzle or whatever the h2d offers. I need cheap and minimal printers. I rather buy 2 p1s than one printer with all the bells and whistles.
>>2926356TPU is highly dependant on your extruder. If you’re running bowden, slow down to like 10%. I but even some direct drive extruders jam when fed TPU, so you have to experiment.
>>2926516I didn't even know it was feasible to print TPU with a bowden extruder.
>>2923495 (OP)>T*legr*mhow do you get 3d printing stuff there?
>>2926590search for them, find one of the aggregators, and follow back the forwarded messages.
>>2926408My prints are only under self load, I do stuff like large swords, various props. In PLA+ a big sword I did developed a prominent curve in it simply with leaning against a wall under 30 celsius. This is wirh 5 x 10mm dowels in it. So far I haven't had that kind of thing happen with either PETG+HS, or ABS+HS, I mean obviously it should be greatly diminished anyway. Even pure ABS is still viscoelastic, they just have different thresholds. PLA+ is so bad I might just consider it regular warping at 20 celsius rather than just creep.
I'm assuming for yours you mean like a hook with a load placed on it etc. Another option is ABS CF - this should reduce print warping a lot as well. It's something you'd have to test, assumed you've tried PETG and ASA?
>>2926609ASA i'd assume pretty much same in regards of mechanical properties to ABS and i have tried abs-gf which i barely managed to get its warping down to usable level with 200*200 container shaped print with bedtemp macros
>>2926610ABS cf warps less than gf during printing from what I can tell from looking them up, haven't personally used them. I haven't printed a large grid or wide container in the abs+hs yet, but so far way easier to print than petg+hs (warp tendency ironically). I disregarded the esun profile and used the Bambu ABS profile. 90c bed, and textured pei + cheap white glue stick, enclosed. I don't have a heated enclosure, but the bed temp would keep it warm somewhat. Apart from petg there is pctg too, which I'm also meaning to get into. This just happened to work out for my use case from the very first print and its cheap.
Elegoo is not helping me whatsoever so does anyone know where I can find a BJ42d22-25v04 stepper motor? I can find stepper motors but not with the 25v04 and don't know enough about them to know if other motors will work.
I hate colors. I refuse to buy filament in any color but natural. I can't wait for the 3d printer dye sub meme to catch on so stupid normies will stop demanding that manufacturers continually invent thousands of garbage colors that look like ass and print like shit.
>>2926674How long has it been since your bought your printer and what country?
>>2926720aint nobody got time to be paintin all that
>>2926774Literally two seconds with a rattlecan.
Arrived 7 hours ago from the sale
How do you clean your glass plates? I sometimes throw mine in the dishwasher but i stopped doing that after starting to use adhesives. IPA is not as through as 'proper' cleaning imo.
>>2927045>glass platesare you from the past?
acetone anon, or paint thinner, glass should be immune to almost all solvents that will fuck plastic
do it outside or in a a very ventilated area
file
md5: 7f7c883855ee031ce0c04de8313bbfe8
🔍
>>2927046I use the coated plate that came with my printer. Also i don't mean specifically removing plastic from there but dust and grime that prevents stuff from sticking on it. Plastic films are easily softened with boiling water.
And considering that glass is old-school now and that my plate is well worn, what should i get as an replacement?
>>2927049huh does it state what is the coating? you could try a small drop of acetone or whatever in a corner. Also in the old times we renovated PEI by sanding...
a cast aluminium slab would be better both mechanically and thermally and a direct replacement of glass. You may need bigger clips
but i guess you want something that helps you print, like a coated surface
which printer?
>>2927050>huh does it state what is the coating?The internet says its PEI. The non-worn spots feel sorta grippy when you drag your finger over them.
>but i guess you want something that helps you print, like a coated surfaceIm thinking about getting a g10 plate. Big sheets are very cheap but having them fit either requires cutting them yourself or asking the person you buy it from to trim them for you. Its supposedly a very good plate material.
>which printer?its an ender3v2 but does that even matter when buying plates? As long as its 235 x 235mm it will be fine.
>>2927052honestly just use a fine sanding paper and give it a try https://lulzbot.com/learn/pei-print-surface-maintenance
>g10 platei dont believe the claims of stability of that material, it is a thicker pcb board. it is temp resistant and stable for most purposes, but not for a precision machine surface
but you do what you do. i am a hands on guy so i have no problem buying a slab of aluminium and cutting it to the size and drilling it
example of what i say (note they are very expensive) https://www.mcmaster.com/products/sheet-metal/easy-to-machine-mic6-cast-aluminum-sheets-and-bars/
>>2927095I'll sand the plate before i do anything else. Might even sand the smooth and uncoated side to see what happens. I'd rather go with cutting my own plate out of whatever material sounds promising but i sadly don't have the tools.
>>2926674>ElegooIs this an extruder for a Neptune?
If it's for a Neptune, this chart may help:
https://www.3djake.com/elegoo/stepper-motor-4 (scroll down
>>2927045A sponge and water. But I only use gluesticks on mine.
>>2927125you could also just attach a new pei film to the glass, i have done that in the past
dont try to sand the bare glass, if you are willing to experiment use a discolvent to take out the original coating and do whatever in that side
Ever since I switched to a .2mm nozzle all my prints became stringy shit and the supports don't even form good anymore. A whole day of calibration and trouble shooting didn't fix shit. Might just go back to the .4 nozzle that worked perfectly and make up the lack of details on my minis with my painting skills
>>2927184Is it the brand/make or some pos?
>>2927186Almost brand new a1 mini
Update on my matrix sentinel. So this is scrap but like the results, reprinting left side now and thrn right again

crop
md5: 59570996980ebe0b80e7975ce0c01a1d
🔍
Well, after 98 hours, 26 minutes and 1 second, the first half of my moms new flower box has finished printing. It took about 2.8 Kg/6.18 Lb And I'm making two of them. It's just a tiny bit under 18 inches high.
Thoughts?
I'm thinking of making a slight modification to it so the bottom is actually a separate piece that just drops in. That way most of the bits that have not straight lines don't have to be printed on my z18 with (compared to modern printers) abysmal acceleration that cant be changed in the default slicer. Instead I can print 4 9 inch tall sections of the drain holes and reservoir on my dad's K1 SE and the z18 can do the tall 18 inch sections which are mostly straight lines and it will be able to accelerate up to whatever speed I want it set to basically. Overall it should print faster and better utilize the strengths of each printer.
>>2927325once you dial that z18 its gonna be a fucking workhorse that just works
>>2927325It would've been so much cheaper and faster to do the box portion out of plywood and just print the tray in the bottom.

file
md5: d9097df475f2f88a4051ee093c655945
🔍
Whats your favorite flavor of regrind? Mine is not in stock right now but i need more cheap and neutral filament.
>>2927325Is this one of those trippy multiwall vase mode prints?
>>2927364I suggested something like that when I realized how much material it would take. (to be completely water tight, 4 wall lines are required) Someone pointed out I could just make the whole front and side panels out of wood or some other material and make the bottom and corners printed. I suggested it but my dad just said to go ahead and print it as is. He's buying the filament for it (at $12/kg) so I went ahead and printed it lol.
>>2927380Nope, it's got infil and everything.
>>2927354I actually just bought 2 more. One needs an idler pulley replaced but I literally just did that on my original and it's not hard. The other works just fine I think. I've only tested it with extruders that had known issues so far but I see no reason the machine itself would be in bad shape. My plan is to try and retrofit at least one of them with a modern klipper board, replace the smart exttruder with something better, and possibly add a heated build plate and maybe even auto leveling after everything else is working.
>>2927391Well at least you aren't damaged then.
It just pains me to see people get a printer and now every-fucking-thing is printed, articularly in the /tg/ printing.
It's a great tool but it's even better when you combine it in a context appropriate way with traditional manufacturing and crafting, similar to people painting models who get an airbrush and now they only airbrush everything and every project has swathes of retarded OSL because now they're afraid of touching a regular brush.
>>2927393wtf anon, where do you get those from? how cheap?
>>2927391anon remind you that you can print in some materials like acrylic, and it will bond hard
file
md5: 89d694f220e7422123b235e8ff4229f6
🔍
>>2927398>wtf anon, where do you get those from? how cheap?NTA but regrind and 'purge' is cheap. Picrel is a 2kg roll.
I have spent too many hours trying to wrap embossed text around a cylinder. Why the fuck is it being so difficult in hiding the tool that lets me bend a sketch in an arc?
>>2927405I thought the freecad surface workbench was reasonable but also I had to overcome some frustration because the pad/pocket is not a separate operation but rather the result of some parameters for the sketch.
>>2927398>wtf anon, where do you get those from? how cheap?Pretty sure it's from amazon. They come in packs of 4. I'll ask him tomorrow to find out. Its not even bad filament as far as I can tell. But then again I'm doing thick layer lines at speeds substantially higher than default on a 10 year old machine with at minimum more than a 1000 hours of print time on it. (the nozzle it had on it when I got it had 900 hours ish and it wasn't the first listed in the machines log files. I got it from my university)
>>2927473>Pretty sure it's from amazon. They come in packs of 4You can get 4 packs of Makerbots for cheap on amazon?
>>2927473anon i asked about the printers, lol
but sure, tell us where you get cheap filament too
hmm, what's a $1500 printer that's better than a bambu printer?
what's the next step up in quality?
>>2927475>>2927518Oh the 2 z18's I got on ebay with local pickup for $600. $642 with tax. With that I got 1 that works just fine, one that just needs an idler pulley and a few screws, 2 brand new smart extruder+'s , 2 original smart extruders (not sure how much print time they have on them, I haven't plugged them in yet) and also a brand new build plate for a 5th gen replicator+ (which I don't have, but hey I'll take it)
Both the printers are missing their bellows and the last segment of the filament guide tubes and a little spring that attaches to a metal guide arm, but I have already picked up more than enough appropriately sized ptfe tube on ebay and my dad got some bellows material that should work. The bellows really is only necessary if you want to use the heated build chamber though. The springs shouldn't be too hard to find a suitable replacement for, I'm pretty sure I already have something that will work somewhere.
I'm actually curious to see what the original smart extruders are like. They have a horrible reputation (something like 80% were returned under warranty for defects) but maybe they are actually functional?
>>2927642Oh, and also they both came with build plates that have the fancy makerbot platform "tape" on them. It's really more like a single sheet and from what I can tell it works well, but not worth the price if you were buying replacements for it. One of the plates experienced a rather severe head crash and has a gouge in it but its actually not all that bad when you take a closer look at it. And one of the machine's internal filament bay doors is missing the latch to keep it closed, but I'm certain I can just print a replacement, and in the meantime I just keep it taped closed cause the internal bay only has space for narrow spools anyway. I've always fed it from outside. One of the almost brand new smart extruder+'s had a piece of filament that was about 2 mm jammed in it's heat break tube. I managed to get it out after much trial and error lol.
>>2927601Voron, Ratrig, or Vzbot.
>>2927601>better>step up in qualityI'm sorry anon... not exactly a step up in quality but you could get a ~350mm voron 2.4, put a good hot end on it like the e3d obxidian hf, heated chamber, and a toolchanger or idex and it'll be cheaper than a H2D. No laser cutter and probably missing other stuff you probably won't use BUT you get the larger build volume that comes with a much higher price tag normally, you can go above 300 on the nozzle and above 100 on the bed (part selection dependent) and have a heated chamber. This'll let you do pps-cf a bit better. Ppa-cf and pps-cf are still in the realm of affordability and are pretty amazing engineering filaments. Otherwise not sure yeah
On a Voron etc, I'd want to be able to print in the same quality but twice as fast for large parts that my P1s can. There's the new T250, though $? But build volume is smaller so may not be as useful for large parts that won't fit.
Can you dry filament properly putting it in a vacuum bag with silica packets? Those dryers look nice but are more expensive
>>2927800you can "dry" it as much as the silica can pull water out of the filament, which isn't much.
but if you first cook the filament to 60-70c then the water is pushed out of the filiment, and THEN the silica can grab the water before it gets into the filament again.
>>2927807Right that makes sense. Thanks for explaining it to me. I saw a trick about putting it on the bed in a box I will try that maybe. Or do you think I should just bite a bullet and buy a dryer? I'm not sure which ones are actually good
>>2927811i've been printing for nearly 10 years without a drier, but i DO live in the dry parts of Australia, so sub 20% humidity in the rain is common.
i usually just dry my filament in the oven for a 20 minutes at 80c (ABS) which isn't the right temps,. but that's what worked, then i put it straight from the oven into a sealed (but not vacuumed) bag with some rice, once it cools a little, or if i see condensation on the bag, i move the roll into a second bag with silica beads and vacuum it shut till i need it again.
>>2923532>>2924415>>2924452I've been having some shutdowns I suspected were static electricity related in the past month, I'm printing black PETG. I wrapped a small length of copper solder wick around my incoming filament above the runout sensor. I spread out the bottom wire strands like tiny lightning rods to leak any charge back into the air, and then up at the filament side I first wrap around the filament, that's going to collect lint so I have the ends of the wire strands touching the filament up inside the sensor body to collect the charge where it's been wiped clean. seems to work so far.
I am attempting to print some bearings but the tolerances are too tight in the model so the bearings are sticking. I tried reducing outer wall flow to 95% but no luck. Will try 90% but was wondering what other things I could try
>>2927928You can try reducing the flow% of the whole model, aka extrusion multiplier. That was the key to my printer being able to print functional print in place stuff.
https://ellis3dp.com/Print-Tuning-Guide/articles/extrusion_multiplier.html
How cost-effective is owning a ~300€/$ 3D printer? I saw a cool youtuber recommending his Bambulab A1 mini, and I would love to own a 3D printer, but I'm not sure I'd make enough use of it.
On my projects I'd have making a bootleg version of the Deep Rock Galactic board game (pic related), and some sort of plastic clip to put on my webcam to hide myself from the FBI. Maybe a custom zen garden type of checker where you could both play and grow small plants.
That's about it. Maybe build some pen holder or stuff like that, and if one day I'd be good at it I could make lamps or furniture like items (as long as I can put enough weight in them).
But yeah I see those filaments are pretty expensive, so I'm not sure I should buy one right, and rather wait until I'm more stable on my budget/life, and focus on my other hobbies. Any advice?
>>2927814That sounds lovely. If I don't run my dehumidifier for a few hours when I start it it's at 80% humidity minimum in summer hence the need for a solution until it's freezing again and my place is dry from the heat. I'll try and see if I can find a dryer as I don't believe I can put my oven this low sadly
>>2927928If it’s a bumpy seam causing issues, use a scarf joint and properly tuned linear advance.
>>2927954I wonder when someone will manufacture a dehumidifying filament drier? If you heat up 25C 80%rh air, it won’t get that dry. The other method is to seal a filament drier off completely, and heat the filament while a desiccant absorbs the moisture. Silica gel isn’t great at high temperatures though, so I’d probably recommend molecular sieves.
>>2927944filiment printers wont get you quality minis without a shit load of effort on tuning, and running them slow, like 16 hours a mini.
unless you know how to model, you're stuck just making other peoples models, which usually means you can get something close to what you want.
lamps yeah, but for furniture its always just better to make the from wood.
just go to a local makerspace and print a few things, see if the act of printing is worth it for you.
>>2927968>just go to a local makerspacemany of us dont have stuff like that any close...
>>2927969i bet you do if you look.
usually libraries or schools in the holidays.
theres usually facebook groups you can find to track them down.
https://huggingface.co/spaces/ilcve21/Sparc3D
you guys tried this shit yet?
seems amazing for generating 3d models
i uploaded a meme furry porn pic i had and it made it perfectly
warning porrnnn
https://files.catbox.moe/uikf5k.PNG
https://files.catbox.moe/zw1n10.PNG
https://files.catbox.moe/uigzzp.glb
https://files.catbox.moe/bt6yc8.stl
>>2928025dont get me wrong, I like Knots as much as the next guy but that model is pretty weird
>>2928028oh yeah totally
i just scrolled my folder and found the first picture i had with a good background
>>2928025thats pretty neat, are there other programs that can generate a model from several images? i know it can be manually with a lot of work, but one that is automatic
>>2928037https://huggingface.co/spaces/cavargas10/TRELLIS-Multiple3D
try this one
>>2928042that looks too complicated for me, I was able to successfully generate the thing i wanted after some trial and error, lets just say my prostate will never be the same once im done my project
>>2928046>that looks too complicated for mejust leave all the settings the same
click upload
select all your pictures
its that shrimple
post your gen when your done
>>2928025https://files.catbox.moe/jveyk3.jpg
https://files.catbox.moe/veu56h.jpg
broke his leg getting the supports off, superglue fixed it.
probably should have printed bigger but my spool is nearly finished
>>2927944>those filaments are pretty expensive,$13-20/kg for common filaments.
>minisConsider a resin printer, they're not that expensive. Resin printers actualy have very few moving parts which makes them cheaper than you might expect.
But a $300 FDM printer can print minis as well as functional larger (230mm cubed) prints.
I'm close to pull the target on a P1S combo because of the sale, just one question, are the paywalled printing file easy to pirate?
>Ender 3 print
>outer walls look fine
>infill looks like Swiss cheese
I can hear the extruder motor skipping occasionally as well, but ONLY while it's doing the infill.
I don't think it's the filament since I've printed multiple other things with this spool and never seen this issue.
What gives?
>>2928241Infill speed is faster than wall speed, so it might not be able to handle the flow-rate in the inside. Consider attempting to adjust your extruder gear pressure, before giving up and just lowering the infill print speed.
It could also be a moisture issue, I find higher extrusion speeds show moisture bubbling more significantly.
>>2928251>Infill speed is faster than wall speedI guess that might be it. In spite of this filament being PLA, I do have to turn the nozzle temp up to 215C just to not get fucked up walls from underextrusion/clogs, despite every other PLA spool I've ever used being perfectly happy printing at 200C. Maybe 215C is only barely enough to keep up with the speed of the walls and when it does the infill it ends up pushing too fast again.
Like I said, I've not noticed this with any other prints on this spool, but I can't actually remember if I've done any other prints on this spool with infill areas that are so thick before.
I'm already partway through this print and it seems fine aside from the fucked-up infill (which might not be an issue since it's not a load-bearing part or anything) so I'm just going to let it ride. Do you think I should give the nozzle another 5C and see if that alleviates the issue, or would increasing the temperature even further risk fucking up the finish of the outside (which is currently printing fine)?
>>2928241>>2928257You "upgraded" to a steel nozzle, didn't you?
Need help with my malfunctioning A1 Mini. Had this printer since January and it's been working fine, been applying lube when it asks, occasionally replacing nozzles when they get a bit worn (I've been using this a LOT so I go through nozzles lol). One day last month I accidentally got a shoddy aftermarket 0,2mm which led to the printer ramming into the build plate. I tossed the nozzle out and only bought name brand after that, but since then the printer's quality's rapidly declined. I've ran the calibration modes on the printer several times, tried different nozzles that I know work on my second printer, but prints still come out looking like this. Any ideas what I could do to get this thing back in working order?
>>2928317Somethings misaligned or loose is my guess. There is 'play' in something to cause inconsistency like that. I'd start by checking over the hot end and extruder, and checking belt tensions are good
>>2928176Which ones? I haven't regretted getting a p1s and then a 2nd one, made my life easier
>>2928241Well apart from being an ender 3, that means your flow is too high on the infill, more than your hotend can support at those settings. You have to slow the infill down, or a drop in upgrade with a cht (genuine) nozzle might help, I ended up with a volcano hot end + volcano cht nozzle on my ender 3, but not worth it imho
>Peopoly Magneto X
>no XY motors
>XY axis is linear rails with magnets
>magnetic motion system
>no belts or pulleys
>22k max acceleration
Prob can't run magnet rail as fast
>but alleged 3 micron precision/resolution
>alleged 65mm^3/sec flow
>up to 800mm/sec
>400x300x300
Shit that's a pretty cool idea. These things should have come to market a lot earlier though desu
>>2928282Nope, stock nozzle.
>>2928395>Which ones?Anything really, the idea for me getting a 3d printer is not being fucked in the ass each time I have to buy something made of plastic. Paying for the print file kind of defeat the whole purpose for me. Especially when some of those print files are marked made with ai.
>>2928448>not being fucked in the ass each time I have to buy something made of plasticWell that depends on how well you can Blender/CAD unless you want to get the most exensive piece of equipment for the setup which is a good 3D scanner, and then you need to scan a catalog of all the plastic parts you may ever need, which will require you taking time to disassemble all your appliances and such to do so.
My monitor doesn't have vesa holes, so I made a bracket.
White PLA ran out near the end, so I finished it with marble PLA.
How long will the bambu sale last?
>>2928470Pretty cool. How stable is the monitor?
>>2928472Until the 14th or 15th in France, so I guess the same elsewhere?
>>2928476Very stable. The arm has a bolt that attached it to the stand, and I used that to attach it to the bracket now. I could have done a few things better in the design, but it would have been pointless. It's as stable as it can get.
Anyone have a creality cr-scan ferret pro? Is it any good or crap? I have a chance to get one for 200 bucks which is even cheaper than they are on sale, but if it's a shit pile obviously I'm not going to bother.
>>2928489We have them in the shop where I work, might have sold one of them once. We unboxed one of them to mess about with, it seems pretty decent. Did a full scan of my head, of a bowling pin, and of a few other bits and bobs. The scans came out well, but it’s a bit tedious to scan using it and on tricky shapes it can lose lock. It won’t be as good against very reflective surfaces, or very dark surfaces. I’m not sure how it handles featureless surfaces, if it has an IR dot projector it’s probably fine. You can always add sticky dots, or buy that mottled sublimating spray paint.
Compared to the newest generation of 3D scanners with full dot-matrix projectors it falls short, and the lack of a turntable makes scanning small objects less convenient. I’d watch some reviews to see if $200 is worth it, I’d assume probably not, but it really depends on what you’d use it for.
>>2928496 I'm not looking for the newest most expensive fancy pants shit, I just want one to screw around with and I have two or three projects in mind where it would come in handy versus hand measuring.
>a bit tedious to scan using itHow so?
>>2928470Awesome, great design anon.
>>2928510>How so?It gives you a progress bar as you move the scanner around the object, but it isn't always clear what moves you should be making to make it go up. And sometimes it can't figure out where it is with respect to its previous scanning and loses lock, asking you to start again. But I imagine with more experience you'd get the hang of it. Watch a review I guess.
Holy based??? the Creality K1 SE has a web interface on port 80! You can just type it's IP address in and you can see a bunch of info without needing to open a slicer! Not 100% sure but I think you might be able to actually send prints to it, you just can't slice them in the browser.
Also it lets you see your bed mesh.
I'm a big fan of web UI's on port 80 for just about any networked device. Especially ip cameras, iot, smart home stuff, etc. I want to know what they can see, how much of their RAM and CPU is being used, etc.
On a related note, the creality slicer refuses to believe this thing is connected. I've checked the machine and confirmed with an ip scanner. It's there, its on the network. but auto-scanning with creality print wont find it, and manually adding it says it doesnt exist.
>have an idea
>don't know how to do it in Fusion
>spend hours doing tutorials to learn how to do it
>do it in Fusion
>looks like shit
ugh
>>2928489I have one and it's pretty great actually. A turntable will be helpful for any small object. Make sure you get one that doesn't have a mirror on the surface. Another trick I came up with was to hang the item from a piece of string or 2 so it doesn't accidentally pick up the ground.
I've mostly used it to get scans of power tools, and it does a pretty good job at that. The level of detail it can capture under good conditions is frankly astonishing to me. I had a flat black piece of plastic on a laptop battery i was trying to scan and it doesn't like that at all, so I put a few reflectors on it, and it actually is able to pick up the height difference between the reflector sticker and the plastic it's stuck to.
Internal cavities are really tricky but not impossible with enough patience, at least as long as it can get SOME reflected light back out.
Hand scanning also works pretty well too.
I've found that if possible, it's better to try to capture the whole object in one go rather than merge point clouds from different orientations. It does a great job of aligning them automatically, but even so it will never be perfect. For really tricky geometry you want to spend time with pre and post processing.
I tried doing a scan of my head by moving it around my face and it actually did a reasonably good job, even with hair. Whispy hair would be harder.
I will say that
>>2928535>it isn't always clear what moves you should be makinghas a bit of a point, but not quite my experience. Basically as you scan it starts showing you a rough point cloud, and at first some parts may have big red points indicating that it doesn't have enough or good enough data on that part. When you can see the whole object and it's made of mostly green squares you are usually good to go. It will tell you if you need to move closer or farther away from the target as it uses a fixed focal length.
overall nice device, easy to pick up but lots of room to get really good at it.
>>2928546>Half a millimeter out of levelHoly shit anon, go adjust your bed.

>>2928555Another thing about this bit
>>2928535 is that it can be a bit tricky to try and focus on keeping the optimal distance to the object while also trying to scan the part you want to scan, especially if it's irregularly shaped and on a turntable or if you are hand scanning it. In both cases however some practice goes a long way and it's not terribly difficult to pick up. It has an automatic contrast and brightness setting for the IR lights that works pretty well but you can also take manual control of that and it can help in some really tricky edge cases. It's also important to know you can pause a scan without ending it so you can really dial in on one spot, pause, then move to others. It will also give you a greyscale image of what the IR cameras can see as well as the optical ones which can be helpful.
Another thing is sometimes it gets really confused (rarely in my experience) and it can lead to hilarious outcomes. Pic related is an impact driver that it turns out is radially symmetric about the shaft, and it got convinced that it had two handles and the more I scanned it the more convinced it became that it was right.
>>2928546>>2928558So funny thing, I was playing around with the web UI on port 80 and accidentally deleted the bed mesh data, and now I don't know how to tell it to re-run the bed mesh generation. It also is auto leveling but I can't find a button to run that either. There's a "run calibration" option you can enable before starting a print but it doesn't seem to do either of those.
>>2928549Don't give up anon, CAD / modeling is just as much an art as anything else and takes years to master. I'm just now getting good after 3 years.
>>2928562OK I got smart and looked up how to re-run the bed meshing/leveling and the vibration tests so that part should be OK now.
Another slightly concerning thing is when it's wiping the nozzle it seems to wipe the side of the nozzle on the back of the silicone brush, rather than put the middle of the nozzle in the middle of the silicone brush, which would actually wipe away any oozed material instead of letting it accumulate like what's actually happening. Any ideas?
>>2928565Agreed. Im a pro at tinkercad now. Really opens up whats possible with 3d printing. Can now design for 3d printing as well with ways to reduce overhangs etc in models. Would like to have better CAD skills in a different program, but haven't been too limited other than maybe weird organic shapes or torroids. If I could learn those it would really open up some more possibilities.
>>2928571>Im a pro at tinkercad nowbleak
>>2923495 (OP)Does anyone have any suggestions for a conductive paint for electroplating copper? I bought an assortment off of amazon, and none of them were even remotely conductive. Trying to get my hands on a nickel or silver paint, if possible.
>>2928584Silver conductive varnish is pretty good, otherwise you can just load a bunch of graphite powder into any old waterproof paint/glue. You just have to ensure your plating current doesn't drop a significant voltage across the resistance from one end of the object to the cathode contact, if that's in the kiloohms then you'll be waiting a while to get that first layer of copper.
It's also an option to get some silver nitrate and deposit a silver mirror directly atop the non-conductive plastic. Or to just buy conductive filament in the first place, though neither option is going to be as cheap as conductive paint.
>>2928515Thanks.
I wish I had Plasticity. I would have done it better, and in less time.
>>2928561This gives you a good idea of what the color capture can do if that part is important. It's pretty good, you can read text and even some fine print.
>>2928561>>2928697Looks like a cool spaceship concept.
>>2928699You know you're actually right! Propulsion and maybe main control in the center and habitation and/or fuel on the rotating outsides so you can be sure your tubo pumps dont suck air by placing the intakes at the very back.
>>2928700literally a drilling starship for mining asteroids lol
>>2928700I was thinking more in line of a swoosh-pew-pew-pew
but you're idea is cool too I guess
>>2928702Likewise, lasers on the outside occurred to me as I was writing.
>>2928701"Dammit Frank! I told you we should'a started with a 1 meter pilot hole first! Now we're stuck with a broken 5 meter drill bit and an off center hole"
>>2928570I thought I had fixed my bed adhesion problems last night but apparently not, just had a short print come off during the top layer/ironing path.
This is the first printer I've used a gluestick on the print bed for, how often does that need to be re-applied? And can I just put another layer of gluestick on it or do I need to clean it off first? Damp rag? IPA?
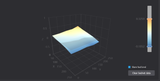
Capture
md5: 2572353169cba7e20e0c649b8d140a0f
🔍
>>2928558>Holy shit anon, go adjust your bed.>>2928562>I was playing around with the web UI on port 80 and accidentally deleted the bed mesh data>>2928570>I looked up how to re-run the bed mesh test so that should be OK nowthe thing is as far as I can tell the bed mesh is exactly the same as it was before I re-ran the test grid. (pic related is the new one) How do I actually improve it? The bed auto-levels (has 4 steppers under the build platform) and I assume when it runs the bed mesh sequence it would adjust the bed leveling to minimize the difference between the high and low points. Like in this case it looks like it could make the whole back of the bed lower and it would even it out somewhat, that way it has to do less active height adjustment while printing.
>> TLDR: How do I level the build plate/make my bed mesh better on a machine that does this automatically? Or is there even any point in doing this? Please excuse my ignoranceAs a side question: How much overlap is there between automatic bed leveling and using a bed mesh to actively adjust the bed height while printing? At first I was imagining them as 2 separate things. The auto leveling makes the print bed flat, and the active bed adjustment "simulates" making the surface smooth by compensating for the actual physical high and low points that no amount of leveling could possibly fix. Key point here is the difference between "flat" and "smooth" (not counting textured beds of course)
But now I'm wondering if the 2 things are more tightly connected? Maybe the auto leveling basically minimizes the difference between the high and low points (not caring if this means the surface isn't actually "flat") and the bed mesh/dynamic build height manages the lack of flatness and smoothness at the same time.
>>2928678>I wish I had PlasticityAlright! Managed to install a free-for-me version on lutris. It's old, but it works well. I think the linux version doesn't have the newer features anyway, so whatever.
>>2928176>paywalled printing file easy to pirate?I don't know why you'd bother. Any specific print is highly hit or miss, some times they're everywhere sometimes they're nowhere. You have to look and lurk and even then you're more likely to find a dozen other cool things to print than any one specific print.