/3dpg/ 3d Printing General 370
Last Thread:
>>2923495
Mandatory bed warp edition
>Your print failed? Go to:
www.simplify3d.com/support/print-quality-troubleshooting
>Calibrate your printer.
ellis3dp.com/Print-Tuning-Guide/
teachingtechyt.github.io/calibration.html
If that doesn't help you solve your problems, post:
>A picture of the failed part
>Printer make & model
>Filament type/brand
>Slicer & slicer settings
>What printer should I buy? [52/40/10 :detadpU tsaL]
Do your own research, but if you gotta ask; just buy whatever Bambu fits your budget.
DIY: reprap.org/wiki/
SLA: >>>/tg/3dpg
>Where can I get things to print?
www.thingiverse.com/
thangs.com/
printables.com/
grabcad.com/
www.yeggi.com/
cults3d.com/
www.stlfinder.com/
google.com/
T*legr*m
>What CAD software should I use?
Free to anyone: FreeCAD, Fusion360, Onshape, TinkerCAD,
Free to me: Autodesk Inventor, AutoCAD, Solidworks, Rhino, Solid Edge
Autistic /g/oobers: OpenSCAD, OpenJSCAD, CadQuery
Participation medal entries: PTC Creo, Solvespace
Mesh free-forming and modeling: Blender
Architects: Sketchup
>What slicer should I use?
For everyone: Cura, PrusaSlicer, BambuStudio for Bambu owners.
For enthusiasts: SuperSlicer, OrcaSlicer
For autists: Pleccer/SuperPleccer, Kiri:Moto, FullControl
Legacy Pastebin (Last updated 12-8-2020): pastebin.com/AKqpcyN5
#370
Anonymous
7/3/2025, 11:05:17 PM
No.2928771
[Report]
>>2928885
>>2928713
IIRC the K1 printers have Z screws tied to one another via belt, and they’re not necessarily in sync out of the factory. You may want to loosen the belt and force the bed flat, before tightening the belt again. Looks like a classic case of the right-most Y screw being a tad lower.
Anonymous
7/4/2025, 3:44:37 AM
No.2928849
[Report]
>>2928852
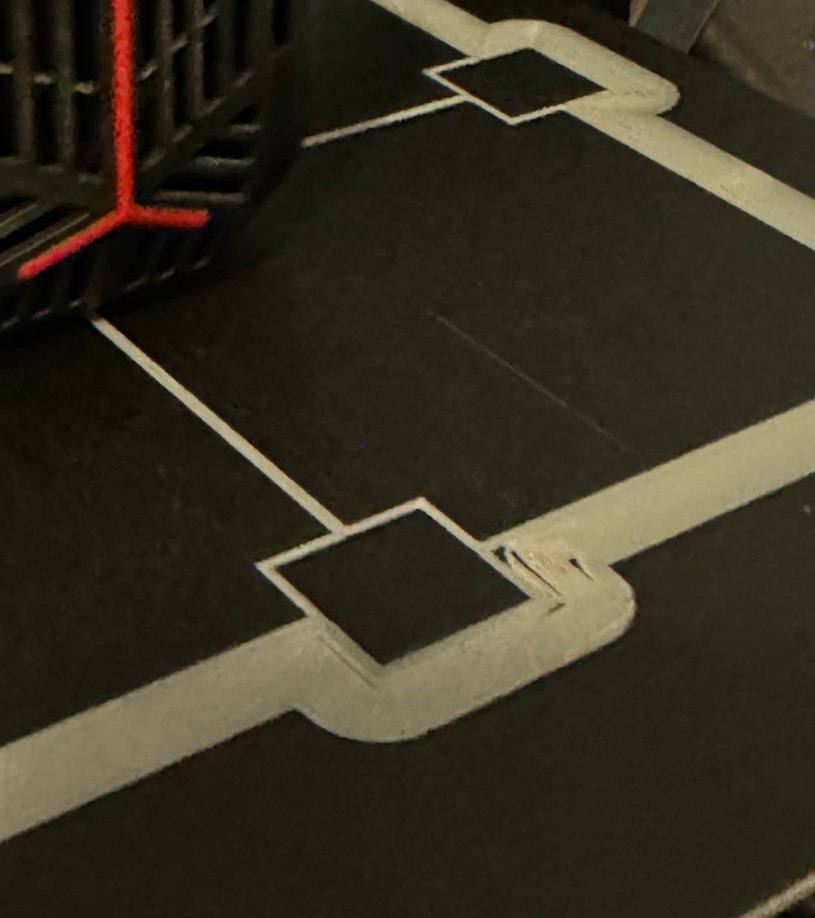
just switched to a roll of SUNLU PLA in my ender 3 v2 neo. I had some adhesion issues that were fixed by leveling the bed, somehow the whole left edge dropped down.
anyways, I printed a bed leveling calibration thing and this happened, one single corner started curling up/unsticking. you can see it happened on several passes, but can someone tell me how it only happened at this one corner? the whole rest of the shape is uniform.
Anonymous
7/4/2025, 4:28:48 AM
No.2928852
[Report]
>>2928849
ya greased the bed, clean it with DISH SOAP and a clean sponge.
just a little scrub, then dry it off with a clean towel, and try the print again.
>>2928719
Bruh I'm still running windows 7 ultimate on my secondary laptop. Just don't upgrade to the new fusion version.
>>2928771
I appreciate the advice. How would I force the bed flat though once loosening the belt? Also until I started printing PETG everything was printing perfectly, and its just gradually had more issues with bed adhesion. I'm wondering if I really just need to put fresh glue stick on it? And if I need to clean it off first?
It's actually my dad's printer and he generally doesn't like the idea of taking things apart to make them better unless they actually are not working already.
Anonymous
7/4/2025, 7:53:25 AM
No.2928893
[Report]
>>2929049
>>2928885
>How would I force the bed flat though once loosening the belt
I think you can just push the bed flat against the bottom of its traverse range and that should do it? But I'm unsure, it's looking like most people just rotate the Z screws manually until it's level. Some even print knobs to make it easier to rotate the screws. Maybe you move the hot-end about and check the level with a piece of paper before tightening the belt again and telling it to do another mesh measurement. It's a documented process on Youtube.
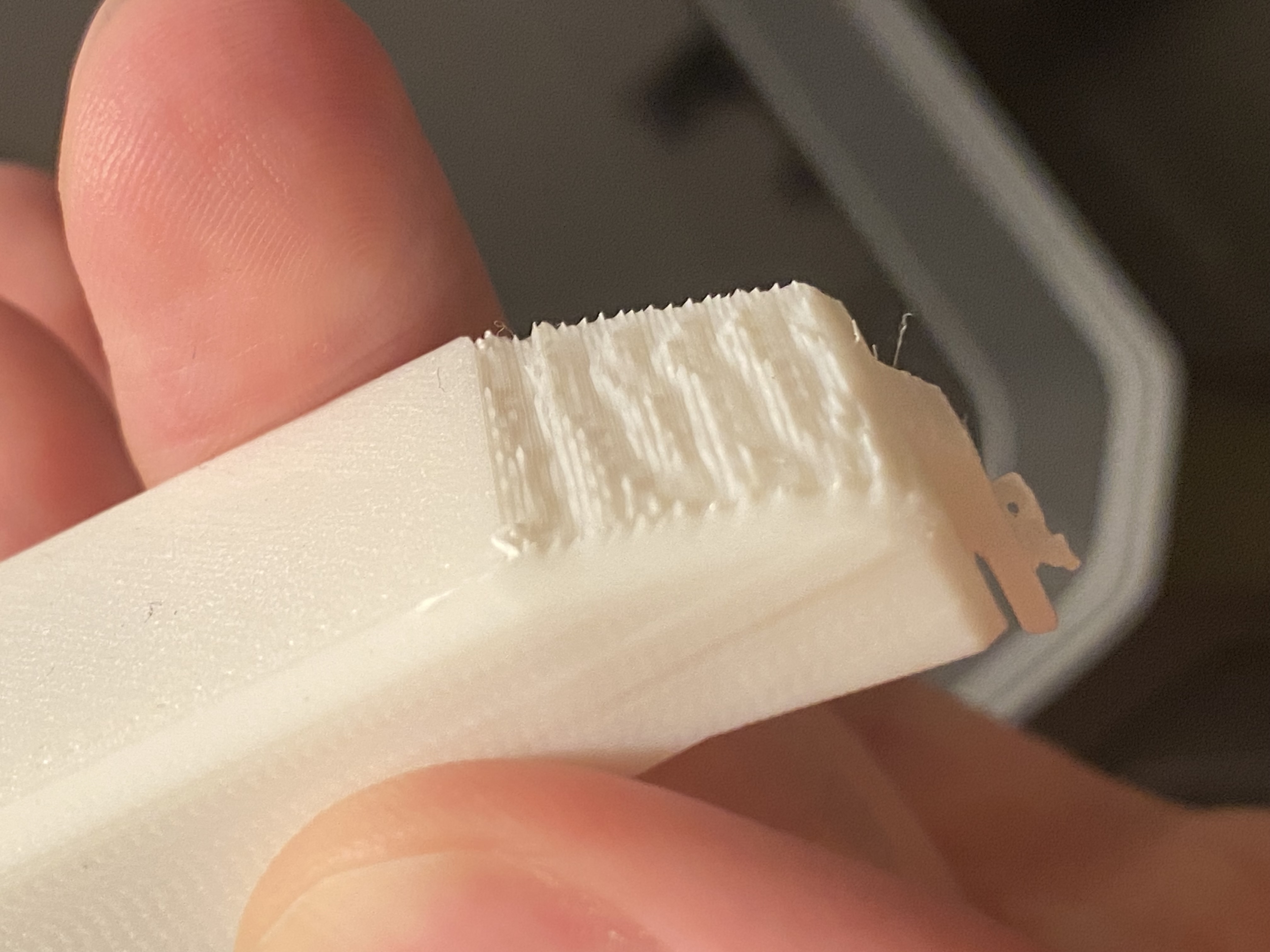
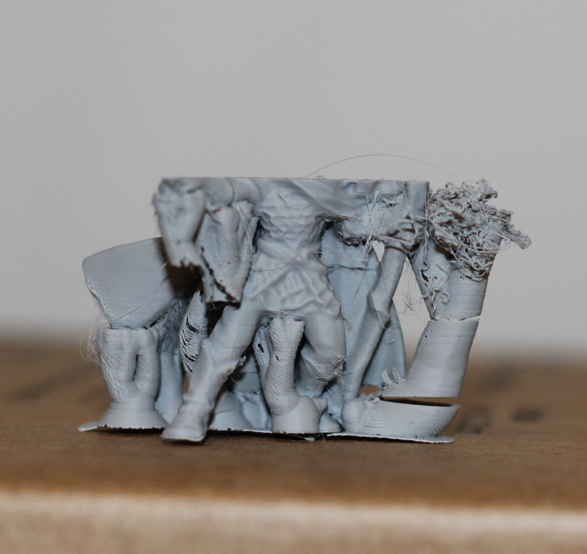
Need some help with supports. I'm printing a case for something and the edges curve up slightly. The area under the supports keeps coming out like this, the rest of the print is literally perfect. Any ideas?
Printing in PLA on an Elegoo Centauri Carbon. 0.4mm nozzle printing at 0.12mm layer height. 210 C nozzle on a 60 C print bed. I've tried printing it with the chamber closed (with fans on default and with the extra fans on), and with the chamber open (as recommended by Elegoo). Chamber temperature when closed peaked at 36 C, was less when open. I've tried normal supports and tree type, and I've tried rotating the model 90 degrees. I've also tried printing without supports and that area also turned out bad.
This is the specific item I'm trying to print:
https://www.thingiverse.com/thing:6584390
Anonymous
7/4/2025, 11:38:04 AM
No.2928917
[Report]
>>2928922
>>2928900
How easy are the supports to remove? You could consider reducing the support interface gap, but doing so will make them harder to remove. Personally I'd redesign the model such that the overhang is vertical enough that you don't need supports. Depending on your printer's part-cooling capabilities, that could be a standard 45 degrees from vertical, or it could be as shallow as 70 degrees from vertical.
>the rest of the print is literally perfect
Those bulges beg to differ (see: the benchy hull line)
Anonymous
7/4/2025, 11:44:23 AM
No.2928919
[Report]
>>2928922
with the wrong happy hare settings i had to drill the hotend 5 times in a row but i think i finally got things dialed in
>>2928900
you need more cooling and slower speed on overhang area
i usually print in 10mm/s and 100% cooling for area with less than 50% overlap and slightly higher speed for bridges
Anonymous
7/4/2025, 12:12:10 PM
No.2928922
[Report]
>>2928917
The supports are easy to remove! Thanks, I'll give that a try.
I could redesign the model but it's a copy of an actual thing with very minor modifications so I'm hoping not to have to make any further changes. That will be my last resort.
>bulges
I don't even know how that happened. I've printed a few of these as tests, and I printed a fully assembled one that I'm currently using with sanded corners and none of them have bulging except for whatever happened to that one.
>>2928919
>you need more cooling and slower speed on overhang area
i usually print in 10mm/s and 100% cooling for area with less than 50% overlap and slightly higher speed for bridges
Thanks I'll try that too. I can turn the fans on max and slow down until it gets past this area.
Anonymous
7/4/2025, 5:31:25 PM
No.2928947
[Report]
>>2928900
Instead of printing it flat, use that overhang section in your photo as the base and a fin support. You might need a raft to keep it attached but you won't have any extreme overhangs to deal with.
Anonymous
7/4/2025, 9:06:33 PM
No.2928994
[Report]
Clear tpu is my favorite material
am I missing something or do you face diminishing returns pretty hard when it comes to 3d printers? It seems like entry-level modern printers like the a1 mini or centauri carbon can do 95% of what you'd ever want to do with a printer, besides multicolor printing, I can't imagine why you'd need to spend over $600 on a printer ever
Anonymous
7/5/2025, 12:58:40 AM
No.2929040
[Report]
>>2929036
>besides multicolor printing
The two upgrades over a basic $200 bedslinger are klipper/network and multicolor. Print volume too.
Heated pei bed with autoleveling is base model trim.
Anonymous
7/5/2025, 1:54:23 AM
No.2929046
[Report]
>>2929048
>>2929036
Heated enclosure and size for both. Reliability for the CC, any enclosure at all (and maybe stability for tall thin objects) for the A1 mini. Also no botnet. If you only print small PLA gizmos and don’t need a different material for your supports, then who cares. If you plan to print large things or things out of higher-temperature filaments, then you might be looking at a better printer than the A1/mini.
Noise production or print speed might be worth an upgrade for you, depending on what and where you’re printing.
Another feature is customisability, some people will spend more money to get a printer that they can bolt an eddy probe or second extruder or whatever to.
Anonymous
7/5/2025, 2:09:56 AM
No.2929048
[Report]
>>2929071
>>2929046
>some people will spend more money to get a printer that they can bolt an eddy probe or second extruder or whatever to.
>mfw I just spent $600 on two old printers that you explicitly can't do that with with the specific intention of doing it anyway. God I love the z18, and also hate it at the same time. It's like it was never finished being designed. It has the foundation for SO MUCH awesome shit, yet stratasys/makerbot deliberately sabotaged it's potential at every turn.
Anonymous
7/5/2025, 2:26:44 AM
No.2929049
[Report]
>>2929071
>>2928885
>wondering if I really just need to put fresh glue stick on
So I ended up doing this cause I dont currently have time to open the thing up and mess with it in any detail, and it's gotten better. First I used a damp paper towel to wipe the glue stick off, then a dry one, then one with some 70% IPA on it, then a dry one, then a sloppy wet paper towel to really get as much of what was left off, and finally a dry paper towel to dry it, then heated it to 45 C for a few minutes to evaporate any residual moisture, then let it cool down to about 27-30 C before applying fresh gluestick as evenly as I could manage. Next I re-ran the bed probe sequence/mesh generation and re-ran the vibration test for good measure. I also realized that there are two hex screws that make it super easy to position the PEI plate because they line up with little angled spots on the build surface.
Bed adhesion was better but I still had some issues. Part of the problem is I'm printing some really skinny parts and at first I was doing it in the mode where it prints all of one model then does all of another instead of layer by layer, so I dont think it was cooling enough. So I switched it back to layer by layer for more cooling time and also cut the first layer speed in half from 60mm/s to 30mm/s and that's done the trick for now. 1.5 inch letters are surprisingly difficult to print in PETG depending on what font you use.
>>2928893
I'll probably try this later when I have more time.
On a semi-related note, how does automatic bed leveling actually work? I get how the machine detects which parts of the bed are high or low, but what does it actually *do* about it? the K1 SE has 4 things in the corners of the build platform that I assume are little stepper motors with super high precision, but how would it maintain that when it's powered off? Another idea might be using carefully calibrated thermal expansion on vertical rods with heating elements in them or something?
Anonymous
7/5/2025, 2:54:04 AM
No.2929055
[Report]
>>2929071
>moved to to new city and just threw $200 sv06 in uhaul with everything else
>put printer on table and run autobbed level, haven't bothered to check z offset since spring 2023
>still prints perfectly every time
It just works
Anonymous
7/5/2025, 5:04:06 AM
No.2929071
[Report]
>>2929048
Oh Makerbot is Stratasys? Being locked-down seems like a given. Well anything can be opened up with a new mainboard and enough frustrated autism.
>>2929049
Printers with a single Z motor measure the deviations on the bed height and warp the bottom layers of the g-code such that the nozzle follows it for a consistent first layer. This generally isn’t noticeable on the model itself.
Printers with multiple independent Z motors can actually level the build surface (or gantry) as measured, but they’ll still usually warp the g-code to get the centimetre-scale roughness out of the bottom layer.
>>2929055
Lmao, that guy who got the SV07 and had nothing but trouble must be malding.
Anonymous
7/5/2025, 5:50:10 AM
No.2929078
[Report]
>>2929079
>>2928764 (OP)
What's the softest material you guys have worked with? How did it go?
Anonymous
7/5/2025, 5:56:23 AM
No.2929079
[Report]
>>2929080
>>2929078
just printed with tpu 85A
it was managable with orbiter+dragonburner
Anonymous
7/5/2025, 6:09:33 AM
No.2929080
[Report]
>>2929079
95A with an ender 3v2 bowden extruder. Took ages but hey I got a custom phone case that’s fucking bulletproof out of it.
Anyone do photogrammetry? What software and setup do you use? My phone doesn't have fancy pants laser or lidar so i can't just do a scan on my there and be done with it unfortunately. Scanners are also still stupid expensive or cheap but crap, plus this'll be a one off so probably not worth it to get a cheap scanner and struggle through it for 1 single project.
Anonymous
7/5/2025, 8:56:11 AM
No.2929118
[Report]
>>2929215
>>2929115
I’m not sure, but I’ve been looking at the new expensive scanners and some are using a (DLP) projector to shine light on the object in question in certain patterns while a camera looks at it. So I’m wondering if you can plug a normal projector into your computer alongside a webcam and do photogrammetry that way. Conventional (LCD) projectors have worse contrast ratio compared to DLP projectors, but maybe there are some cheap monochrome DLP projectors out there. A scanning laser galvo would be slower for sure, but maybe better and/or cheaper.
Anonymous
7/5/2025, 10:15:03 AM
No.2929131
[Report]
>>2929036
More than half the hobby for me is building printers. More so than actually printing shit. Considering a Doron Velta for my next build, but am open to suggestions. Or I might do sonethibg completley retarded like a cast iron or welded square tube frame mercury one.1
Anonymous
7/5/2025, 12:21:33 PM
No.2929144
[Report]
I think I’ll make myself a Hero Me direct-drive hot end for my Ender 3 V2 and the V6 heat sink and nozzle ecosystem I added to it. I’ll make it out of this CF-core PCTG once I inbox it for another pending project.
Honestly the V6, while nice and simple and cheap, is irritatingly easy to damage the heat-break. The systems that hold the heater-block mechanically via something other than the heat-break look neat. Revo looks really neat, but they’re expensive. Is there a preferred hobbyist friendly nozzle ecosystem? Maybe something that looks like the K1 Unicorn? Or maybe just using the Bambu one because there’s a bunch of aftermarket stuff that uses those now? I think you can use V6 nozzles in a bambu heater block, which would be nice for the 20 nozzles I’ve got lying about. Even if one of those nozzles is a useless chunk of solid titanium.
Anonymous
7/5/2025, 4:13:13 PM
No.2929167
[Report]
>>2929188
Which of these two would be the closest to bambu light grey?
Anonymous
7/5/2025, 4:22:42 PM
No.2929169
[Report]
>>2929181
Forwarding question
Anonymous
7/5/2025, 4:52:48 PM
No.2929177
[Report]
>>2929215
>>2929115
I've used meshroom in the past but I haven't done a ton with it. If you have a halfway decent DSLR camera or generally just a decent dedicated camera, it may end up being better than what your phone can do. Real cameras have much larger sensors and better optics and do a better job of including important metadata in my experience. Larger sensors mean that even a nice nikon from 10-15+ years ago gave me images as good or better than my 2024 motorola camera did, despite being able to take up to 50 megapixel images if I dont use pixel binning. I have a coolpix camera from 2010 that has a 4k sensor on it that worked decently well too.
Combining images from different cameras might even be beneficial too. Meshroom can also use video, but I've never successfully used it. Resolution isn't everything, and depending on how much RAM your computer has you will likely want to downscale some.
Try to keep extraneous detail out of your shots. My first attempt at making a model of a drill gave me a *remarkably* accurate model and color map of the wood floor I took the pictures on but a pretty garbage representation of the wood itself. After that I put copy paper down on the floor so it wouldn't waste CPU time mapping the wood grain.
If your object is relatively featureless or has a lot of symmetry (looks the same on the left and right for one example) you might want to give the software some artificial references. I drew different shapes on different parts of the paper with different color sharpies. I'd have a black square, a red triangle, a purple x, etc. I used each color and shape only once to make it easier for it to orient itself. I also tried drawing patterns on the drill itself in pencil, like a zigzag on the left and sine waves on the right.
The other key is image quality. You want the subject to be in really sharp focus. If you can't get all of it in sharp at once, methodically take images of all parts from many angles where each section *is* in focus.
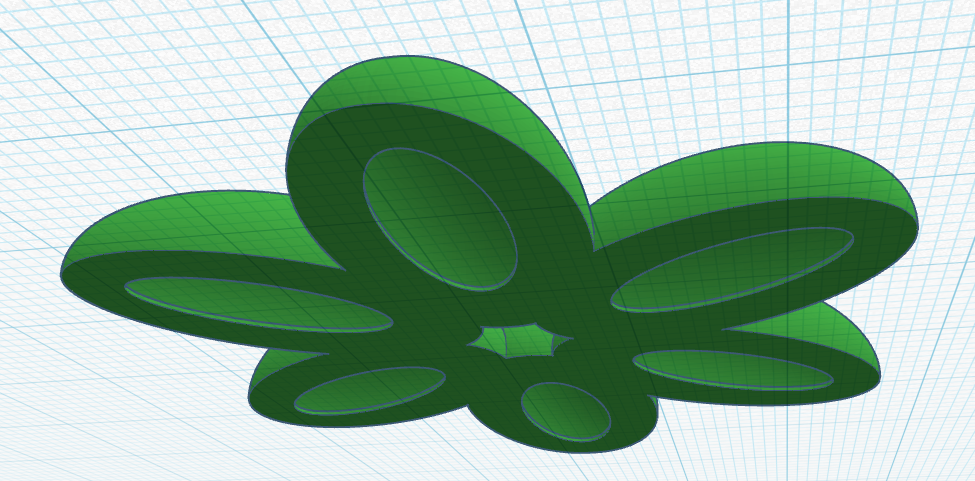
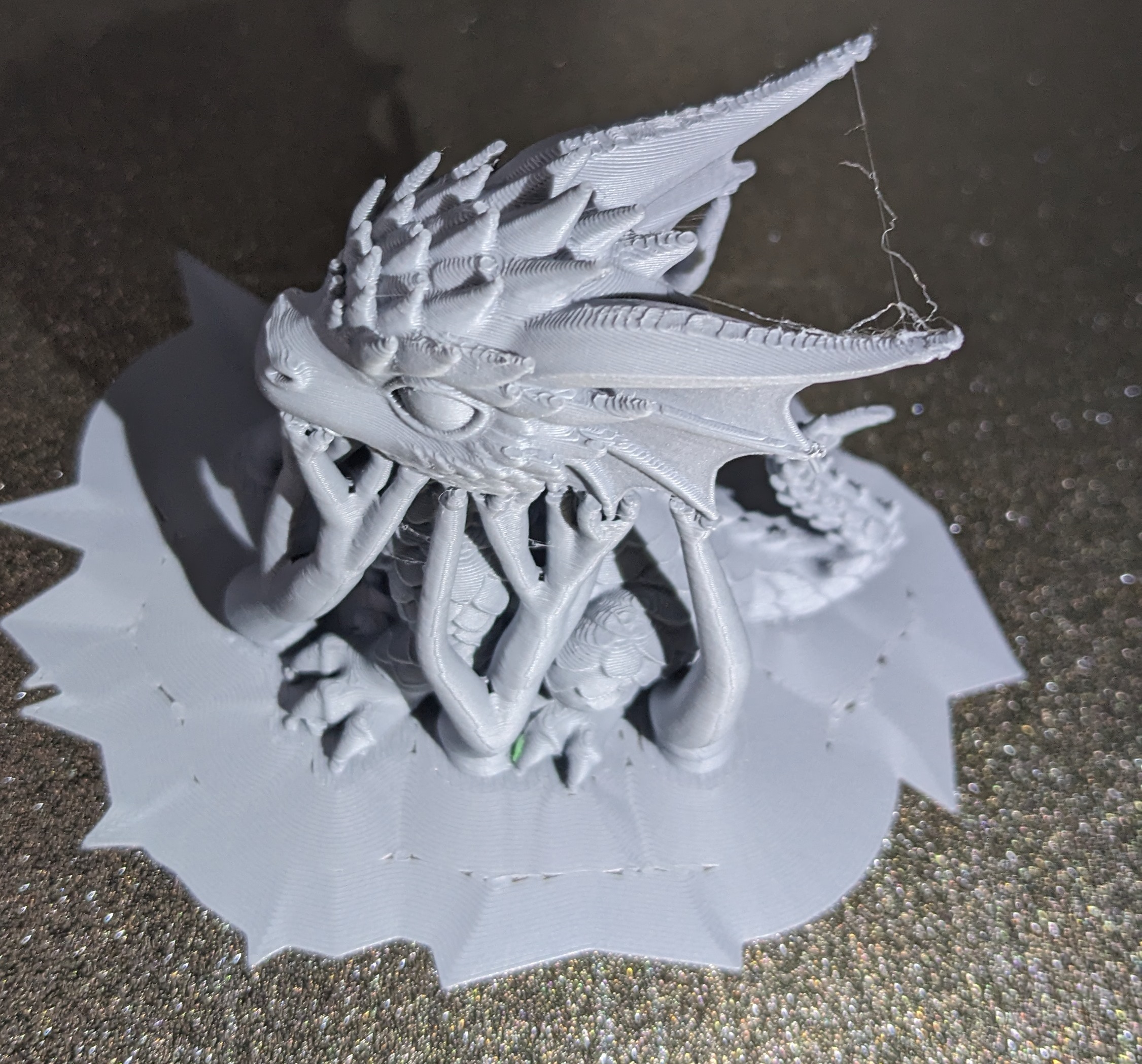
Sup /3dpg/, figured I’d share progress on the Gambody Sentinel build. Still gotta go over everything with a wooden spudger to clean things up. Only now realizing how insane this project actually is gotta print the damn tentacles 603 times. Used PETG and followed the Bambu wiki guide to get some decent clear green lenses. Filament’s all Atomic, ABS Gun Metal for the main model and Ruby Transparent PETG for the lens.
Anonymous
7/5/2025, 5:03:24 PM
No.2929179
[Report]
>>2929180
Anonymous
7/5/2025, 5:04:32 PM
No.2929180
[Report]
Anonymous
7/5/2025, 5:11:00 PM
No.2929181
[Report]
>>2929192
>>2929169
The closest thing I have personal experience with is a K1 SE, but that is not enclosed. From my understanding it's basically the same as the other K1 models but without the enclosure. It's fast, makes high quality prints, built well, has a variety of slicer options, (most/all are free and open source) seems to be designed with the specific intent of being easily repaired and upgraded/modified by the end user and community, and can print a wide variety of filament types (although I've only used PLA and PETG so far). The PETG gave me a bit of trouble with bed adhesion, but it turns out the bed just needed a fresh glue stick coating and wiping it off with a paper towel and water, drying, and reapplying fixed it basically. if you want to print small stuff that has a tendency to detach or peel off the plate, just lower the first layer print speed down from the ludicrous 60mm/s to something only mildly insane like 30mm/s.
Overall I'm really impressed, but fair warning my only other printers I've used with any frequency are a clone of the flash forge creator pro 2-head machine (Qidi x-pro) and a makerbot z18 (which is solid and reliable if you play by it's rules, but is old and is totally closed source so it's a royal pain to use, plus it's huge and weighs 90 pounds)
Anonymous
7/5/2025, 5:27:42 PM
No.2929183
[Report]
>>2929186
>>2929178
It looks really cool! Why use ABS instead of PLA? The eyes and lenses I can see cause PETG seems to be better for transparent stuff (no pun intended)
As for printing 603 tentacles, I have a free and potentially stupid idea. What if instead of just filling your build plate with segments, you also stacked them vertically, optimizing rotation and positioning to maximize space packing and trying to get as much of the support structure as possible printing from non-visible parts of other tentacles, and also just minimizing support material in general?
It sounds like you're already going through the effort of cleaning up and filling in layer lines so maybe support structure attachment points would clean up without any additional difficulty? Once you figured out the optimal packing configuration you could basically print a solid block of tentacles that consumes your entire build volume so you dont have to constantly be starting new prints.
I actually did something like this several years ago on my qidi x-pro. I was trying to print a full set of Mk VI MJOLNIR armor from Halo. (the one seen in halo 2 and 3) first of all there are a lot of overhangs to begin with, and literally every piece of the armor except for the two hand plates was too big to fit on my tiny little build plate without doing one or more plane-cuts in meshmixer to break them into pieces. Sometimes this could help the overhangs, other times it made it worse. But because there were so many huge overhangs, the amount of support material was absurd, so what I would do was print one segment and then position another that had a really tall overhang above it, that way it would start printing the support structure off of the first part and only have to use half the material.
Anonymous
7/5/2025, 5:50:39 PM
No.2929186
[Report]
>>2929197
>>2929183
Appreciate the reply. I’m avoiding PLA since I got burned a few years back, spent months printing a human head sized Cain helmet. I was just about done with it and I forgot and left it in my car, and it warped all to hell from the heat. Not risking that again. The pic shows one of the tentacles. Still need to knock out 13 more tentacles. Each tentacle is 43 prints of a model. I printed it without supports since snapping them together is already a pain, takes a lot of strength, and cleaning up support scars on top of that would just suck.
Anonymous
7/5/2025, 6:06:07 PM
No.2929188
[Report]
>>2929167
You could look around here for best match. Supposedly bambu light gray is #D1D3D5.
https://filamentcolors.xyz/library/color_family/grey/
Anonymous
7/5/2025, 6:45:19 PM
No.2929192
[Report]
>>2929181
I don't mind raising expenditure a bit more for enclosed one, i don't think it works wonders for microplastic excess pollution but looks good, sturdier, and maybe after all it does a bit.
Anonymous
7/5/2025, 6:51:26 PM
No.2929193
[Report]
>>2929209
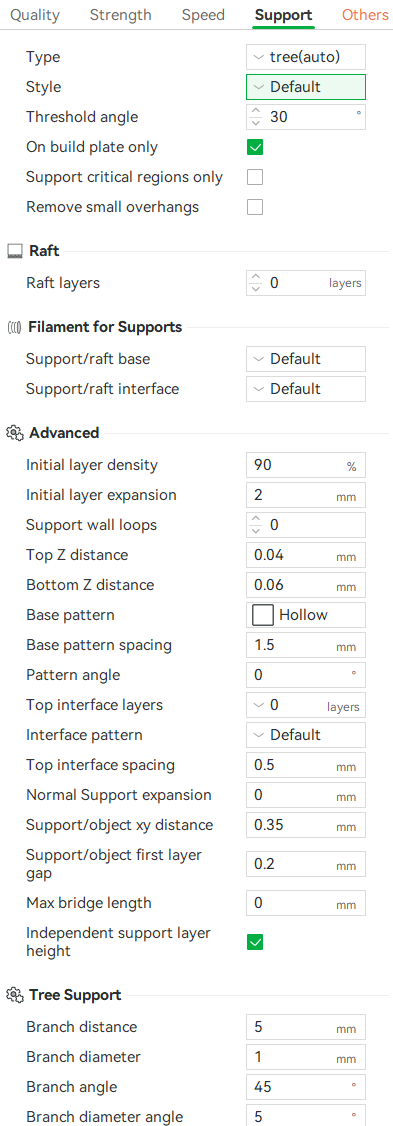
Is it possible to use auto support to cover the whole model and then change one support manually to a stronger one? I have a print that keeps failing because of one support and if I do it all in strong it broke the thin part of the model taking them off. I just need a strong for the faulty support it printed perfectly in all strong
>>2929186
>I forgot and left it in my car, and it warped all to hell from the heat.
damn, I didn't think of that. What temp is PLA safe at without deforming roughly? I'll have to keep it in mind when I get around to finishing my own armor. Either that or just do what you're doing and print it with either PETG or ABS. It'll be a nice bonus that it should be a bit stronger too just from general wear and tear, sitting down on stuff, etc.
It would be fun to play airsoft or paintball or something in 3D printed armor. Not even just to make it less painful, but it adds to the experience of being inside a suit of power armor. Years ago I tried coming up with a kind of degradable airsoft armor. The idea was you could have a shield that would protect you from getting hit, but if it got hit enough it would eventually start to break apart and eventually fail completely. You could have multiple people all taking on one juggernaut with a shield kind of game type. The key is finding something strong enough to take a hit, but not so strong that it wont break eventually. I also wanted it to be something biodegradable or generally not plastic so we wouldnt have to pick up chunks of it. The best I came up with at the time was to make a rectangular mold with a grid of twine running through it out of a box lid and mix up and pour plaster into it. It behaved like i wanted it to but unless it was really small it would fall apart under it's own weight, which the twine was supposed to help with. In retrospect a frame around the perimeter would work pretty well I think.
How many tentacle segments can you print at once?
Anonymous
7/5/2025, 7:25:11 PM
No.2929200
[Report]
>>2929197
>damn, I didn't think of that. What temp is PLA safe at without deforming roughly? I'll have to keep it in mind when I get around to finishing my own armor. Either that or just do what you're doing and print it with either PETG or ABS. It'll be a nice bonus that it should be a bit stronger too just from general wear and tear, sitting down on stuff, etc.
Don't know how hot it was but the glass transition temp isnt that high for pla, depending on the filament, but ive skipped pla completely since buying the p1s, have not printed with it only except for the free green test filament that comes with the p1s, which was green pla. I would say any hot day and you leave it in your car it will start to give away, if its 80 degrees outside for sure its going to warping the print, especially if there is thinner features. As for how many I can print on 1 table its like around 200.
Anonymous
7/5/2025, 8:37:54 PM
No.2929209
[Report]
>>2929211
>>2929178
Anon, I think you might be colour-blind
>>2929193
Not sure, but have you considered baked-in manual supports into the stl?
Anonymous
7/5/2025, 8:44:33 PM
No.2929211
[Report]
>>2929213
>>2929209
Doing everything manually would be the best for sure but I'm still very new to this and I'm worried I'll fuck them up somehow by missing a spot or these kind of things. Maybe something is wrong in my settings too I copied someone's recommended preset for miniatures but these big hollow supports just don't work good if they have to cover a tall or wide area. I also suspect the nozzle hits them too because it makes a strange noise sometimes. I included my settings in case it can be of some help to help me fix this
Anonymous
7/5/2025, 8:50:51 PM
No.2929213
[Report]
>>2929211
I mean more to add a support structure in the STL where you need a strong support, and to use automatic supports for the rest of the model.
Anonymous
7/5/2025, 9:04:37 PM
No.2929215
[Report]
>>2929118
Sounds cool and all but not I'm trying to turn this into a career or PhD thesis
>>2929177
Excellent thanks, I'll give meshroom a shot and unfortunately I don't have any other good cameras than my phone so I'll probably just end up making do, I don't need huge amounts of detail it's really to just get a rough model into cad so I can go from there just because it would be a real cockpain to measure its compound angles and shit by hand.
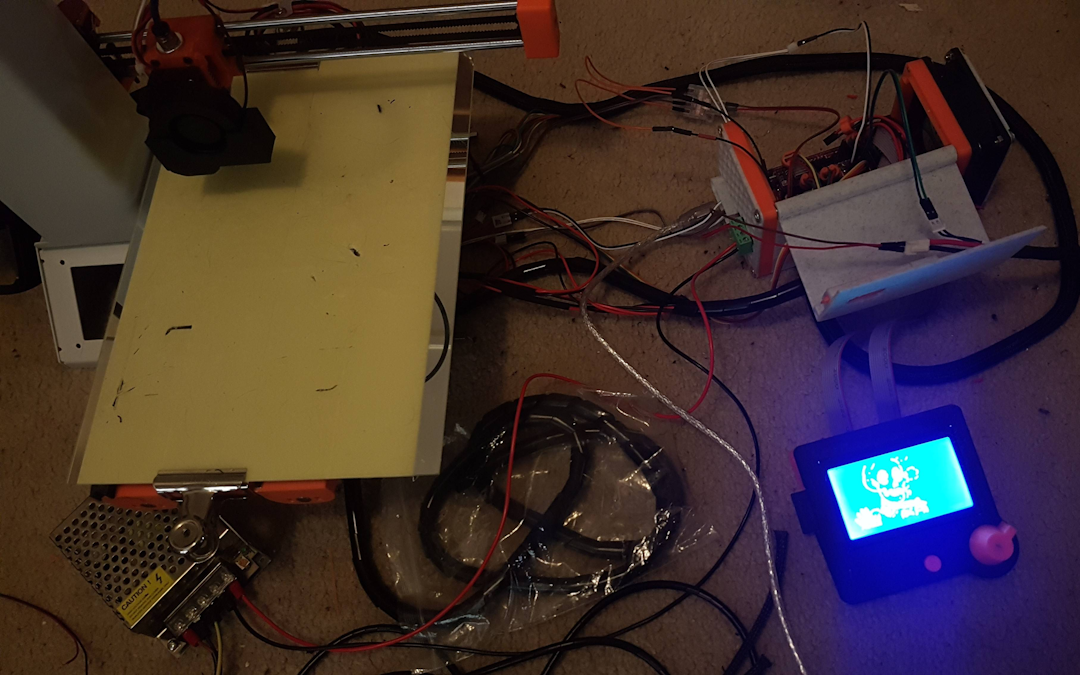
What 3d printer are you guys using?
Anonymous
7/5/2025, 11:19:27 PM
No.2929230
[Report]
>>2929216
Still rocking my sovol sv06. Never changed anything except adding some fans and changing in a cht nozzle.
Got my profiles all dialed in. Feels good.
I was halfway into buying parts for a rolohaun printer I was excited about but that faggot just shelved the project like he always does.
Anonymous
7/5/2025, 11:21:37 PM
No.2929231
[Report]
>>2929236
>>2929197
PLA gets soft around 50-55 C.
Anonymous
7/6/2025, 12:25:31 AM
No.2929236
[Report]
>>2929241
>>2929231
So even outdoors, as long as its not getting much above 100F on the hottest days of the year it's going to be more or less fine as long as its not in a greenhouse/car, right?
Anonymous
7/6/2025, 12:38:59 AM
No.2929241
[Report]
>>2929251
>>2929236
It embrittles in UV. Also if it’s a dark enough colour it could easily get above glass transition temp in direct sunlight.
>>2929241
Damn... It's black. And it's load bearing.
On the upside, its a flower box/window box, and it has a reservoir of water in the bottom. Maybe the liquid and the soil and plants will help regulate it's temperature enough?
Anonymous
7/6/2025, 2:11:47 AM
No.2929261
[Report]
>>2929267
>>2929251
Yeah I was wondering what filament you were using for your planter box when you posted it, I assumed you’d done your research. Best I can recommend is to fibreglass over it before it warps, or to paint it a tasteful matte white.
>>2929261
Unfortunately my mom want's it black. I knew going in PLA wasn't ideal but I have not yet attempted to print PETG on my z18 and I had recently had 2 smart extruder+'s completely fuck themselves from pumping molten plastic inside of themselves. I found a great deal on a brand new 'experimental" extruder that should be able to do PETG alright, but I had just gotten it when I started so I didn't want to push my luck with it. (My mom wanted the window boxes done fast, so I didn't have a lot of time to experiment and become comfortable with letting it print PETG unsupervised, or even at all.I figure the worst that could happen is it completely falls apart and I do it again later I guess.
Anonymous
7/6/2025, 3:12:47 AM
No.2929269
[Report]
>>2929267
>my extruder cannot handle petg
Absolutely bleak
Anonymous
7/6/2025, 4:01:50 AM
No.2929273
[Report]
>>2929311
>>2929267
Yeah it should last at least a year if it doesn’t sag immediately. It’s also an option to try and anneal them, but for something that big you’d need to get creative with some sort of internal supports and a big warm enclosure. 90C is enough, some people dunk the print into boiling water. You get warping, but it’s only a few percent. Still need to paint it (black) to get UV resistance.
Anonymous
7/6/2025, 4:18:55 AM
No.2929275
[Report]
>>2929251
I think you'll be fine, the parts with a mechanical load are the parts with a big thermal mass attached. If you can arrange it so the middle/bottom of the planter aren't in direct sunlight you won't have any problems.
Anonymous
7/6/2025, 11:21:56 AM
No.2929311
[Report]
>>2929273
You will be fine. I have some black PLA prints out on my terrace that have been fine in the Australian sun. Just over build it a little and ideally anything that's handling stress get a bit of shade, even if it's from the box itself.
Anonymous
7/6/2025, 11:43:44 AM
No.2929313
[Report]
>>2929393
Should i get elgato carbon, kobra or k1c?
Anonymous
7/6/2025, 1:40:29 PM
No.2929328
[Report]
>>2929216
Ender 3 Pro, still with the Bowden extruder, Ender 3 S1, Bambu Lab A1.
If it is set up correctly the Pro still delivers amazing quality. And I also just spent two hours disassembling and reassembling the head of my A1 because I hadnt used it for a coupe of months and pieces of brittle broken filament had clogged up everything inside. What a fucking pain in the ass that was. My Pro never gave me such trouble.
Anonymous
7/6/2025, 10:33:07 PM
No.2929393
[Report]
>>2929313
No clue about the elgato, all I know is the kobra s1 looks to have a worse build quality than either the centauri carbon or the k1c. Whether that translates to reliability or capability, I’m unsure, but our k1c has been pretty reliable.
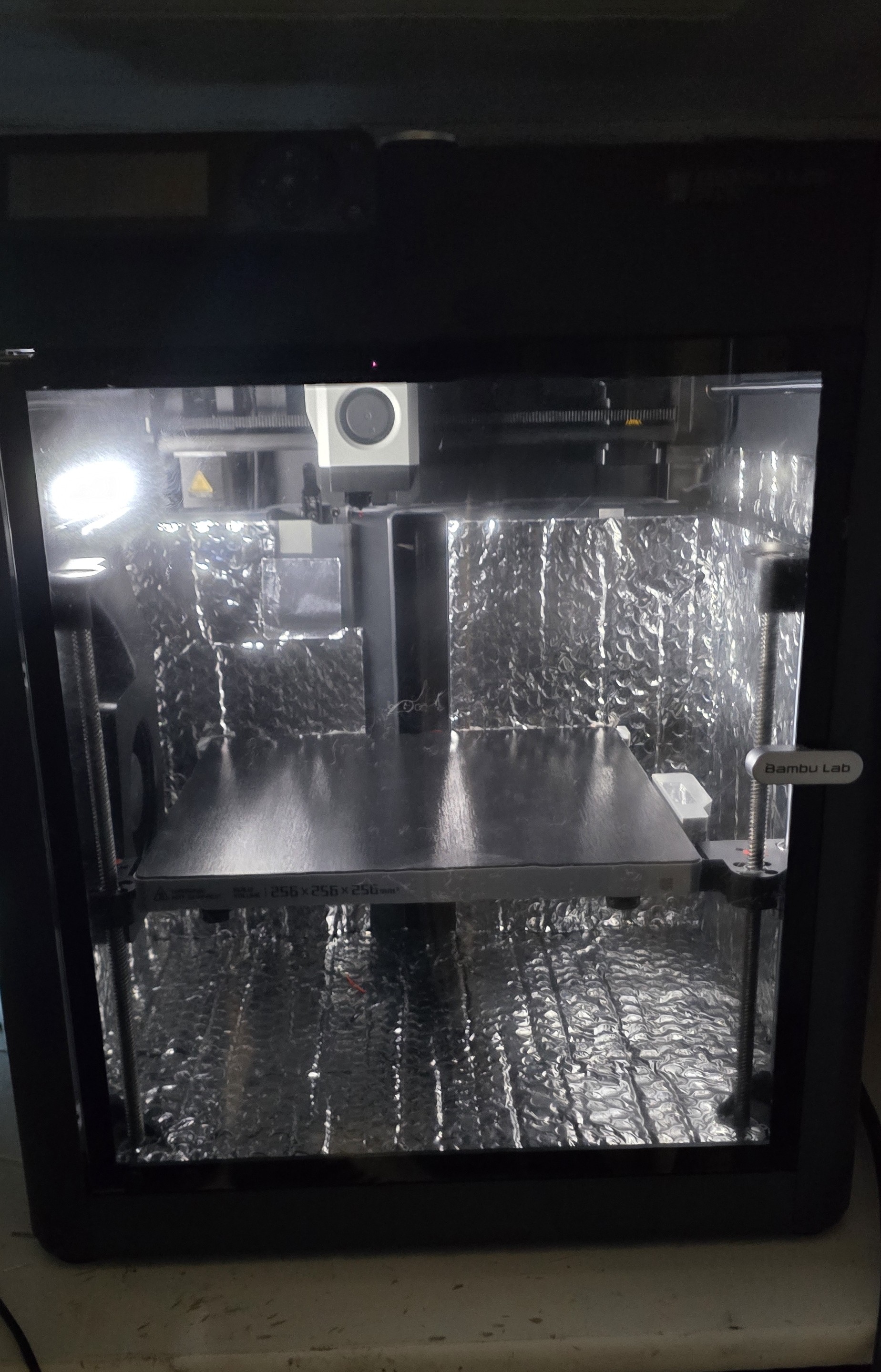
look at this stupid shit i bought 3dpg, hopefully its not snake oil.
Anonymous
7/7/2025, 12:18:07 AM
No.2929411
[Report]
LIVE MOTHERFUCKER, LIVE
Anonymous
7/7/2025, 12:50:17 AM
No.2929419
[Report]
>>2929422
>>2929403
What kind of temperature can it reach?
Anonymous
7/7/2025, 1:22:38 AM
No.2929422
[Report]
>>2929547
>>2929419
ive heard some say 7 to 11 degrees warmer in chamber.
Anonymous
7/7/2025, 1:35:43 AM
No.2929425
[Report]
>>2929654
What Voron 2.4 kit should I buy?
Anonymous
7/7/2025, 2:50:49 AM
No.2929432
[Report]
>>2929452
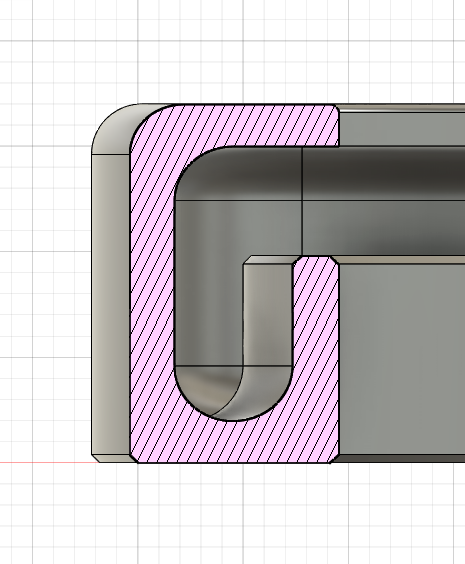
The slicer claims P1S can print this without support. The thinnest part is like 2 mm. Can I trust it?
PLA sucks and has no strength. Ive tried carbon nylon filament but I dont think my cr10 board allows for the right amount of heat to be put out. I'm on the verge of tossing it out, but is there anything cool I can convert this thing to?
Anonymous
7/7/2025, 4:45:13 AM
No.2929452
[Report]
>>2929432
only one way to find out
Anonymous
7/7/2025, 5:24:23 AM
No.2929461
[Report]
>>2929482
>>2929448
PETG is what you need.
Anonymous
7/7/2025, 6:42:59 AM
No.2929476
[Report]
>>2929448
If you can’t enclose your print volume for high-temp filaments, and something like PLA-CF or PCTG-CF isn’t strong enough for you, the only real solution is fibreglassing over your prints, or printing moulds for solid fibreglass parts.
Get a Sovol Zero?
Anonymous
7/7/2025, 7:02:25 AM
No.2929482
[Report]
>>2929653
Anonymous
7/7/2025, 7:33:20 AM
No.2929488
[Report]
>>2929491
Sovol SV06 Plus worth 240 USD used ? It would be my 1st printer
Anonymous
7/7/2025, 7:38:47 AM
No.2929491
[Report]
>>2929488
If working, yes. Get some spare parts
Anonymous
7/7/2025, 7:41:28 AM
No.2929492
[Report]
>>2929543
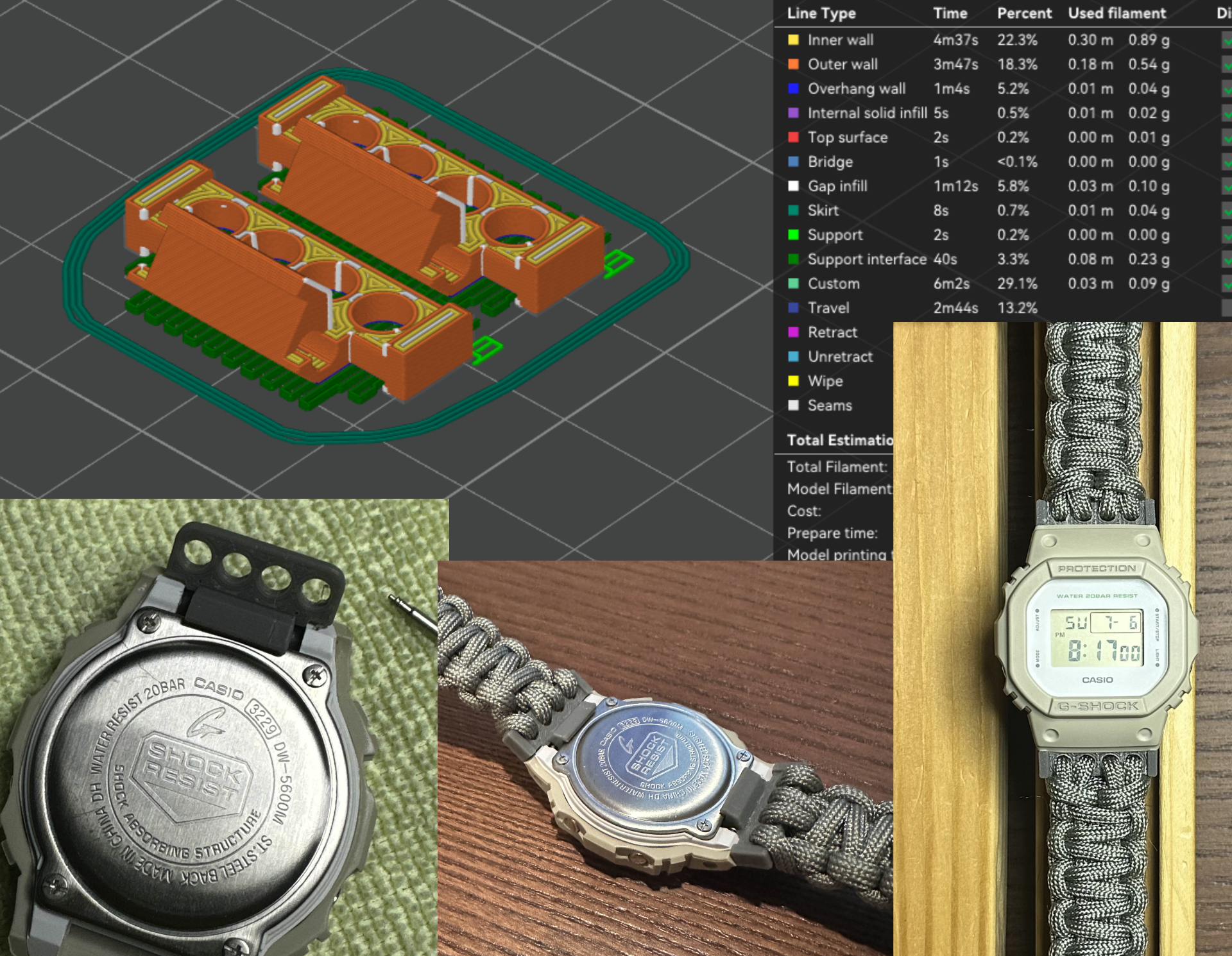
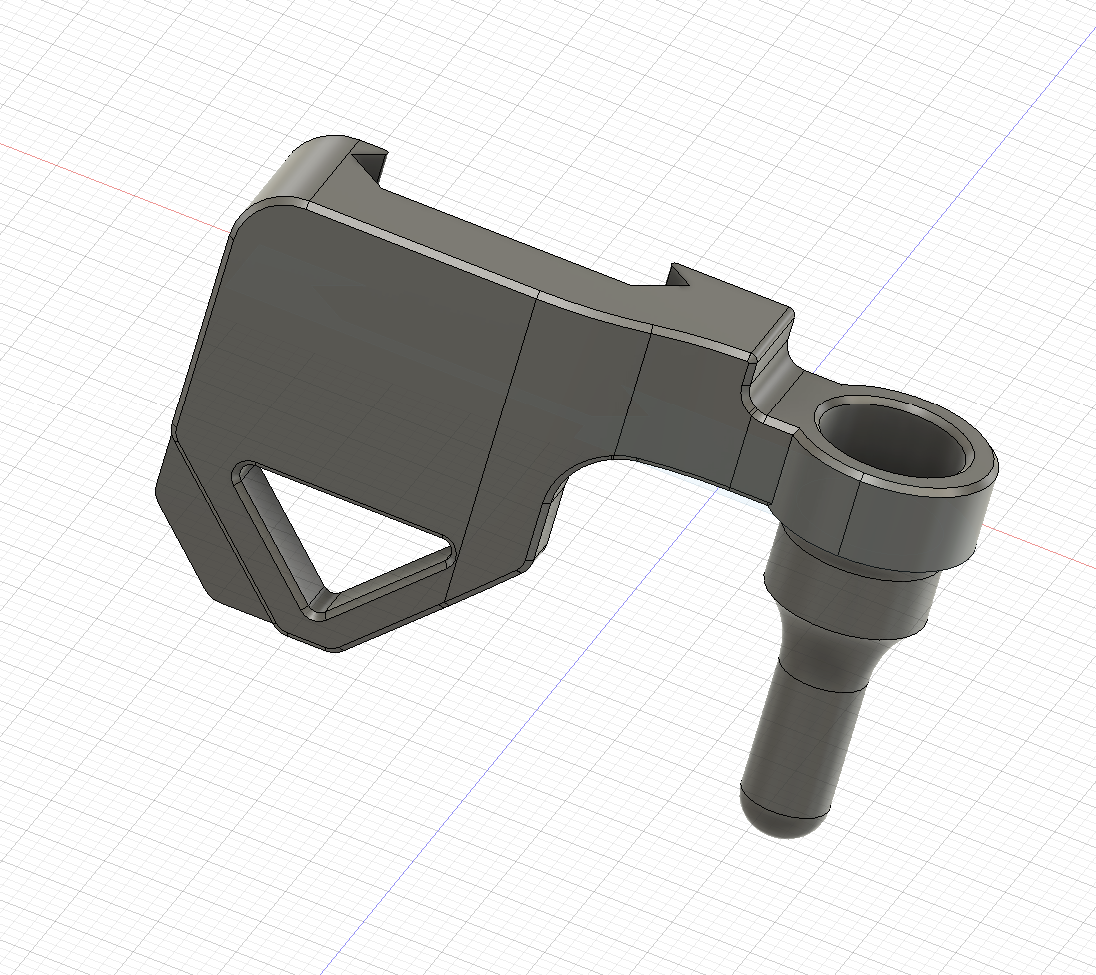
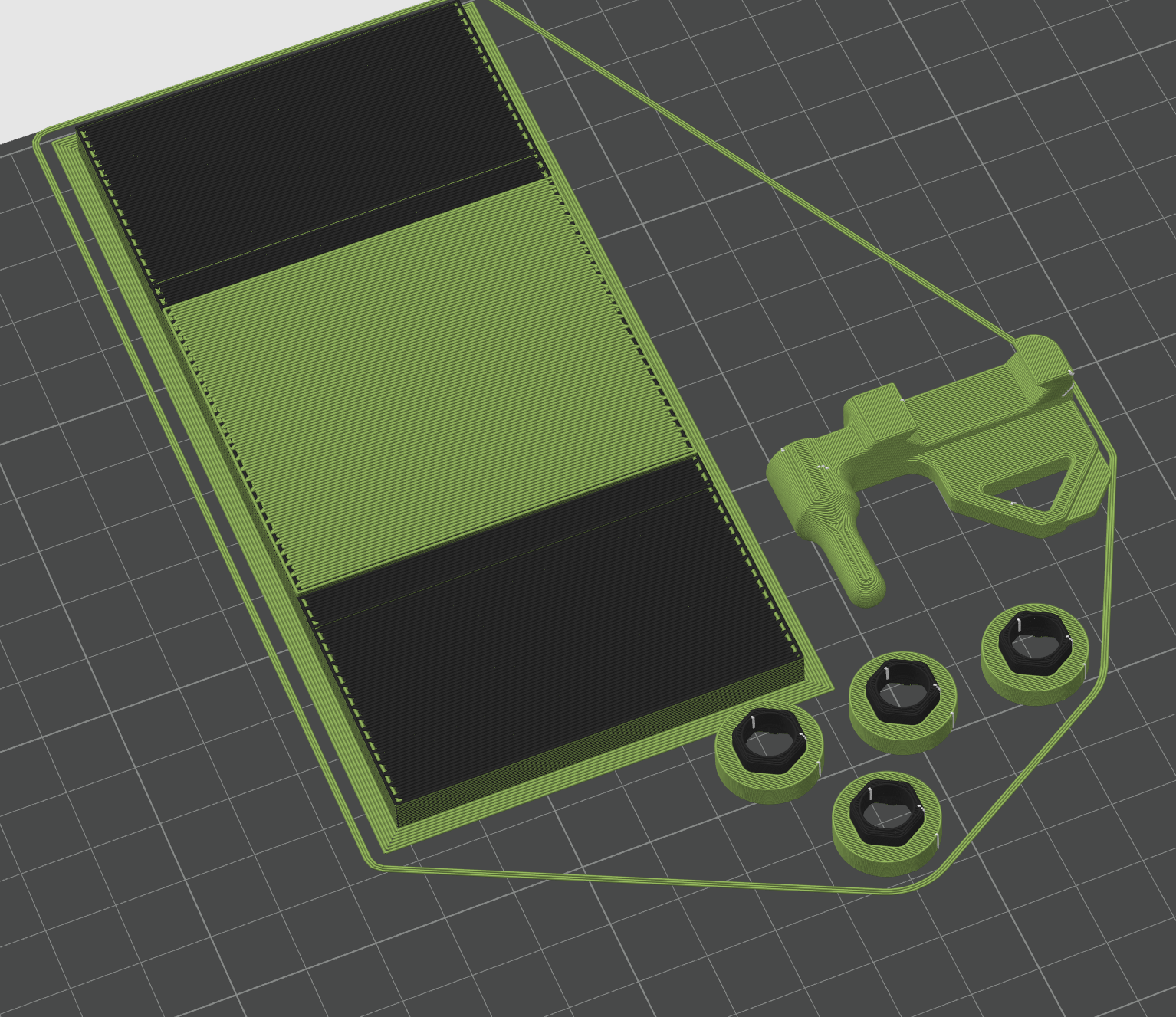
I make paracord bracelets and have wanted a paracord watch strap for awhile now. It occurred to me today that I could print the adapter. After one revision fixing the spring bar pin holes, I have seen to it that my vision is realized.
Anonymous
7/7/2025, 10:32:34 AM
No.2929528
[Report]
Dead thread, dead hobby
Anonymous
7/7/2025, 10:57:46 AM
No.2929531
[Report]
>have ancient TRONXY P802 from 2016
>every few years, get autistic about 3D printing again / have something to 3D print
>every time, it's absolutely destroyed from sitting in a garage / storage room / covered with junk
>broken acrylic parts, frame completely askew, bolts missing / loose, motherboard gradually rusting
>cobble it back together, run it for a while, and leave it to fall apart again
A layer of congealed oil and dust, stuck bearings, one or two oxidized connectors, and broken pieces is the *best* case scenario.
Yup, I'm thinking it's time to revive her again.
Anonymous
7/7/2025, 11:08:00 AM
No.2929532
[Report]
>>2929649
I'm still trying to get the hang of mini angles when printing, how would you guys angle this for print in PLA? I'm worried for the wings as they are high and will need support that could fail
Anonymous
7/7/2025, 12:25:46 PM
No.2929543
[Report]
I don't know the first thing about 3D printing but I want to recreate this thing with dimensions of 21" by 27" is that possible?
Anonymous
7/7/2025, 12:41:58 PM
No.2929547
[Report]
>>2929403
>>2929422
sounds about right
i find it funny how little tough the machines still have in how insulated they are
Anonymous
7/7/2025, 12:44:06 PM
No.2929548
[Report]
>>2929555
>>2929546
that is pretty big for most 3d printers, do you know that there are services in which they will cut and shape metal sheets for somewhat cheap no?
Anonymous
7/7/2025, 1:25:32 PM
No.2929554
[Report]
>>2929556
>>2929546
You’d be better off printing a sheet metal press die. As for the holes, mask and etch them if you don’t have access to a local waterjet/laser/plasma shop.
Or you can try to order sheet metal parts ready-made from JLC or PCBWay, or SendCutSend, or whoever.
Plastic isn’t a good material for a thin structure like that, nor for such a large structure, but if you can redesign it to be thicker and split into parts it might still be a viable alternative. Maybe this involves just printing the grille and some corner brackets, then using off-the-shelf lengths of material (wood, metal, acrylic, etc.) to make up the featureless flat sides.
What is it from and what does it need to do?
Anonymous
7/7/2025, 1:25:54 PM
No.2929555
[Report]
>>2929561
>>2929548
Yeah I'm aware and already ordered some aluminum brackets. I figured 3D printing would be a lot cheaper and since this isn't a structural component it doesn't need to be metal. I guess I could go with some super thin steel or something see how expensive that would be. I'm not looking to spend more than maybe $50 on it.
Anonymous
7/7/2025, 1:28:30 PM
No.2929556
[Report]
>>2929561
>>2929554
It's just a fan grill to cover up the exposed fan blades on an external water cooling radiator setup I have. The picture is from a specific product that I'm trying to replicate for my custom frame. I guess I'm going to have to go with metal after all just trying to save money.
Anonymous
7/7/2025, 2:13:22 PM
No.2929561
[Report]
>>2929569
>>2929555
i think you want laser cut acrylic then, but given what you say
>>2929556
why not just use chicken wire, then you only need to make the frame
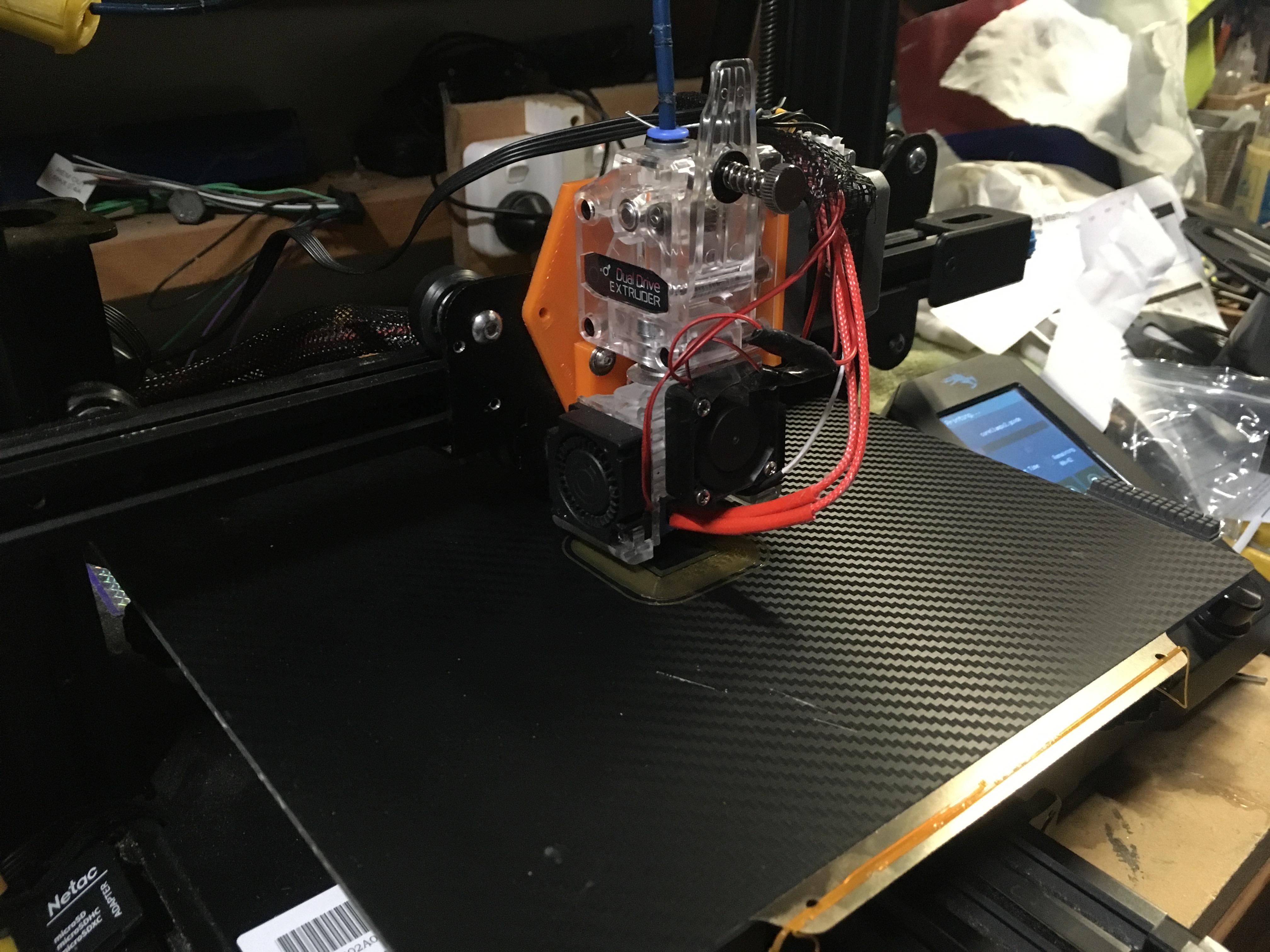
I installed the new DXC extruder in my K1 because I was having issues with the stock one. Print quality so far seems like an upgrade.
>>2929562
My phone's quality isn't the best sorry about that. But my layer lines are a lot smoother now than before
Anonymous
7/7/2025, 2:38:30 PM
No.2929565
[Report]
>>2929403
It's great anon, could be cheaper
Anonymous
7/7/2025, 3:57:22 PM
No.2929569
[Report]
>>2929561
It's more for the aesthetic than function. Chicken wire definitely wouldn't cut it, neither would acrylic. It's gonna have to be metal or plastic. Probably metal because of the size. Going to end up costing more than I'd like to spend though.
Anonymous
7/7/2025, 5:15:30 PM
No.2929579
[Report]
>>2929648
>>2929563
This shows it better.
left is old extruder right is new. Same filament
Anonymous
7/7/2025, 9:19:26 PM
No.2929621
[Report]
>>2929216
At home neptune 4 plus. At work we have couple things but the coolest one is probably prusa xl.
Anonymous
7/7/2025, 10:29:05 PM
No.2929633
[Report]
>>2929634
>>2929562
Neat. Saw those being advertised but didn’t know what kind of impact they’d have. I wonder if they’re better for TPU?
Anonymous
7/7/2025, 10:31:28 PM
No.2929634
[Report]
>>2929633
Supposedly from what I've read but I don't have any myself to test with
Anonymous
7/7/2025, 11:42:38 PM
No.2929648
[Report]
>>2929563
>>2929579
you should absolutely change your print orientation for this application
Anonymous
7/7/2025, 11:43:02 PM
No.2929649
[Report]
>>2929532
Split the model at the bottom of the belt and print the legs upside down, use resin style supports to feather tips.
Anonymous
7/7/2025, 11:52:42 PM
No.2929653
[Report]
>>2929661
>>2929482
Sure that is even better, but PETG is easier to work with. You shouldn't move on to ABS until you can print good PLA and PETG. Plus ABS fumes are bad.
>>2929425
Self source. All of the kits use outdated stuff like BTT Octopus and Klicky/TAP. You'll end up buying a bunch of shit twice with a kit.
Anonymous
7/8/2025, 12:24:56 AM
No.2929661
[Report]
>>2929673
>>2929653
No it isn't. I've used both esun PETG+HS and ABS+HS both enclosed, and literally everything on the ABS+HS is easier to work with - higher quality printing, *much* less warping. The PETG+HS has a much bigger need for a heated chamber, and the flow is low despite being HS variety (sub 12mm^3/sec when first roll was ~20mm^3/sec). The ABS+HS requires gluestick on the standard textured PEI bed but that's not exactly difficult to do, and I use the cheapest supermarket gluestick
Anonymous
7/8/2025, 1:38:04 AM
No.2929673
[Report]
>>2929728
>>2929661
Greatly depends on your printer. As you said enclosed, being the key word. Don't need to enclose PETG for good results.
Anonymous
7/8/2025, 2:57:38 AM
No.2929694
[Report]
>>2929736
>>2929654
as someone who built a 2.4 from a kit, i 100% agree.
formbot sold v2.4 kits as 2,4r2 kits, had some missing washers for the revision2, as well as a weird choice in mixing fan voltages, since you CAN change the voltage on the octopus.
they also include a load of injection moulded parts that you can just print, like the exhaust, spool holder, and a bunch of voron tap AND kliky plastic parts, without any of the hardware, and you bet you're paying for all that.
having said that, just about the only part i haven't replaced from that kit is the octopus and the frame, because they've done good enough, im probably going to have to replace the rails soon though, kit didn't come with a single bit of grease, and the white lithium i put in there was clearly too thin.
Anonymous
7/8/2025, 5:03:44 AM
No.2929725
[Report]
>>2929729
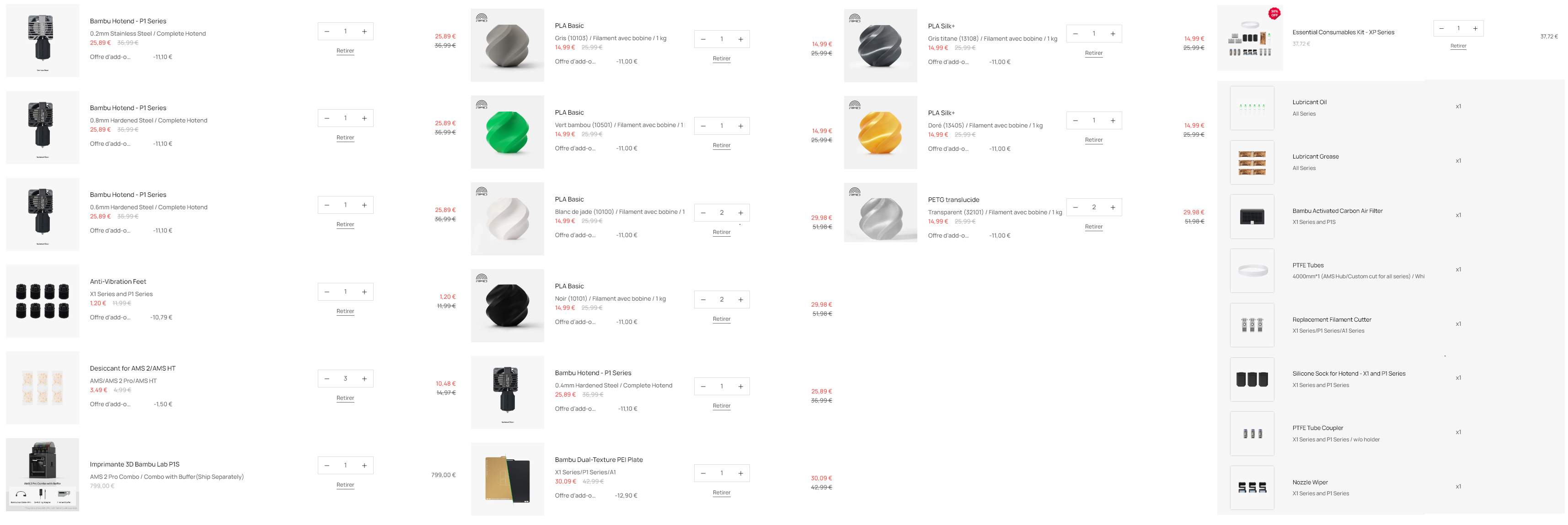
I'm buying a printer from the bambu sale thing. Some accessories are on sale too if you buy it at the same time. Do you guys have any recommendations? Was specifically thinking about getting more hot ends but this is also my first printer so I think I might be overdoing it. The default one is a non-hardened stainless steel 0.4mm. Will I regret not getting a 0.2mm or a hardened one?
Anonymous
7/8/2025, 5:16:49 AM
No.2929728
[Report]
>>2929673
Except I get shit results with an enclosure, itd be worse with the door open and lid off due to rapid cooling. You can also use a cardboard box.
Anonymous
7/8/2025, 5:19:34 AM
No.2929729
[Report]
>>2929731
>>2929725
I got a 0.6 but never installed it after being impressed with the 0.4 speed. If I were to do it now on the sale I might grab the e3d hf obxidian in 0.4. Do you want to print fibre filled filaments? Don't forget the extruder gear if you do. I ended up with the AMS and use it for convenient filament switching and loading, and sometimes use it for different material interface supports, but this also greatly increases print times depending on how many switches you need
Anonymous
7/8/2025, 5:35:22 AM
No.2929731
[Report]
>>2929742
>>2929729
I think I'm going to leave extra hot end for now, I am just starting out so I guess let me get going with the defaults and PLA and then I'll get more stuff as I need it. This might just be something I drop and sell off if I don't end up liking it.
>>2929654
>>2929694
I was starting to self source a switchwire before I gave up. I think most people who self source are still buying little kits like screw and wiring harasses. I wasn't interested in a cheap kit. Guess I'll just get an LDO 2.4 kit.
Anonymous
7/8/2025, 6:05:40 AM
No.2929737
[Report]
>>2929736
About $1600 with all the printed parts.
Anonymous
7/8/2025, 6:26:28 AM
No.2929742
[Report]
>>2929731
When I did pla I used pla+ for faster/better printing. Printed really well, still has the typical pla limitations which drove me nuts though
Anonymous
7/8/2025, 6:32:22 AM
No.2929743
[Report]
>>2929736
wiring, maybe.
but for the fasteners most people just find an aliexpress store that sells bolts and nuts in the hundreds for $5, then grab 100 of each length in the BOM.
dont get the printed parts if you can avoid it, the print it forward is AMAZINGLY cheap, and you can customise the parts you want, i asked the guy to print me a second set of hotend mounts, because i didn't want to use the v6 clone from the kit, but wasn't sure if the revo head i had would plug directly into the wiring loom (it didn't) so he printed me both revo and v6 mounts without upping the price past the original $80 (including shipping).
Anonymous
7/8/2025, 6:43:03 AM
No.2929747
[Report]
>>2929791
>buy cheap bmg extruder clone since it looks slightly better for tpu than my ender 3's current bowden extruder
>it arrives in the mail
>while taking it apart i realise the bowden coupling on the bottom can be removed and it should just clamp onto a v6 heat-sink
>hey, i'm already using a v6 heat-sink
>that means i can easly make my printer use a direct-drive extruder without needing even the smallest length of ptfe-tube in the middle
>measure up and design a bracket to hold the extruder on my x carriage
>set it off to print a trial print out of pla
>realise i dropped a bearing out of the inside of the extruder and lost it somewhere
>realise that my heat-sink has the wider orifice in the top for a bowden tube coupler, instead of a 1.75mm hole for direct-drive
>realise that i ran out of filament
guess i'm doing another mail order then
Anonymous
7/8/2025, 7:15:24 AM
No.2929751
[Report]
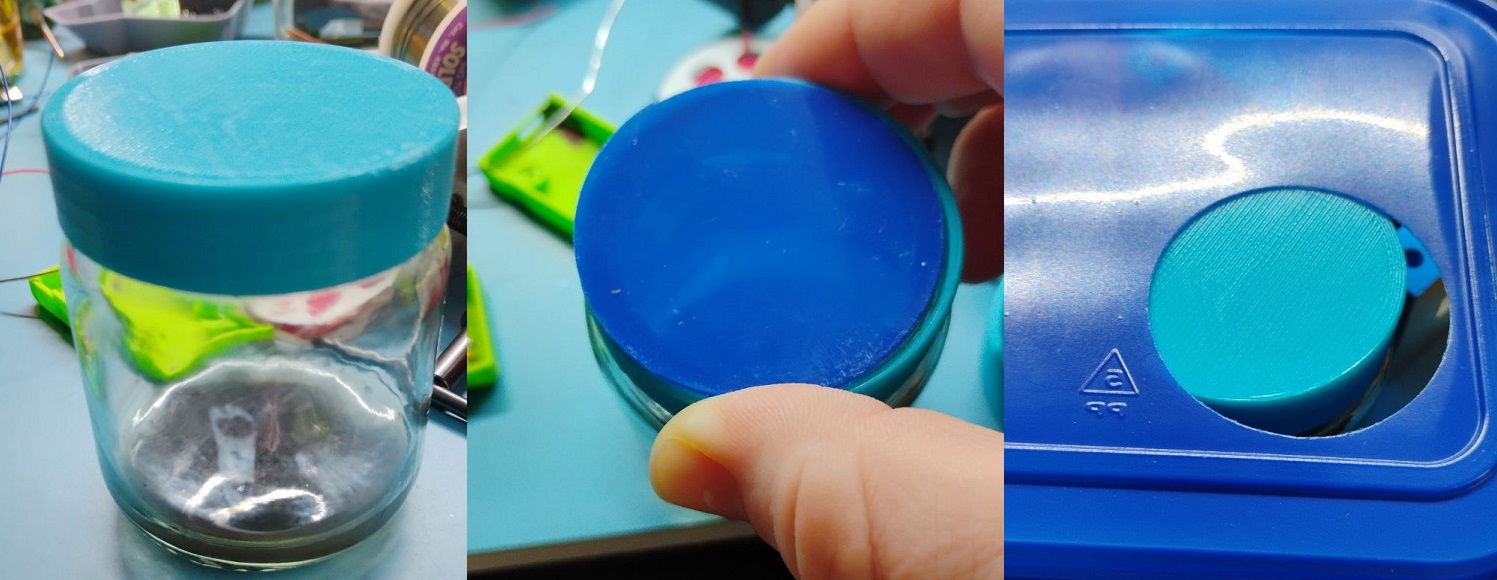
Printed a lid and threads for this gerber baby food jar, wasn't the typical lug style threads I made a circular cut from a sliced meatcontainer that had recycle code 5 PP thats ressistant toacetone so I can dip my brushed to clean the paint out of them.
My solidworks license I had from college is expiring. Dont really want to learn another program because ive used solidworks for too long and everytime I try something else like fusion or onshape my brain goes "solid works would be better right now."
I see I can buy a student version for $60 a year which dosent sound horrible but I also hear theres a "Maker Version" thats cheaper and has the same thing but I guess has shit reviews and dont know if people here use it. I have till the end of the month figure out what to do about this solidworks situation but im going to try to bum rush projects just in case none of those are an option and I have to learn something else (id rather fucking not.)
Anonymous
7/8/2025, 11:23:31 AM
No.2929779
[Report]
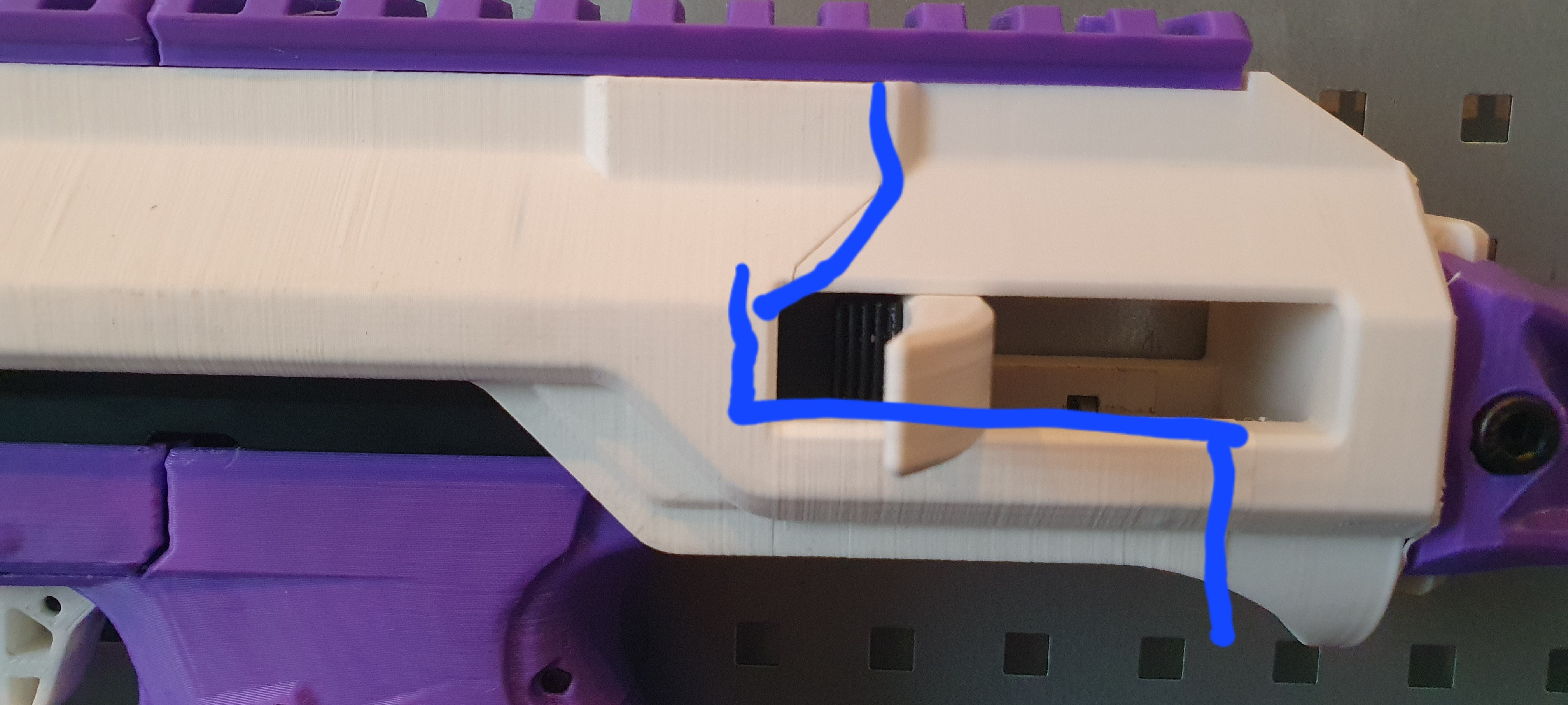
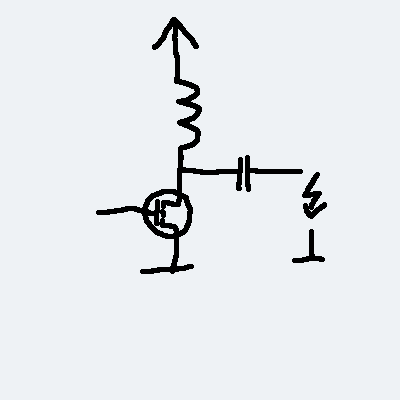
custom chamber flag design for airshit glock
i hope this to work well
Anonymous
7/8/2025, 12:45:37 PM
No.2929791
[Report]
>>2929747
>found bearing in my pocket
woo, i can still use it as a bowden extruder, if i want
Anonymous
7/8/2025, 1:07:52 PM
No.2929794
[Report]
>>2929795
i often forget that orcaslicer is one hell of a buggy mess
Anonymous
7/8/2025, 1:09:32 PM
No.2929795
[Report]
>>2929797
>>2929794
That's an interesting purge block. What are the round pieces, and what filament(s) are you using?
Anonymous
7/8/2025, 1:10:37 PM
No.2929797
[Report]
>>2929795
i use fusrock abs and random local abs that you probably never have heard of
those round thingies are compliance tips
Anonymous
7/8/2025, 2:21:40 PM
No.2929801
[Report]
>>2929802
it fits very nicely after 2 design iterations
printed with abs, 100% infill
>>2929801
is that need for some regulation or what?
never seen those
Anonymous
7/8/2025, 2:29:44 PM
No.2929803
[Report]
>>2929802
flag chamber is for the larping experience but the tip thingy is legally required where i live
I am looking for printers with multimaterial printing, but it is either bambu(proven) or qidi(unproven) and I most certainly don't know about spending the 230 + 800 for the qidi.
Of course sovol SV08 seems interesting, but I don't know anyone that has it or has commented on it and any AMS system that I have checked for it is anything but plug and play, which seems like trouble down the line even if I manage to get it working.
So maybe, I missed other worthwhile AMS 3d printer? Is the market really like this?
Anonymous
7/8/2025, 5:51:01 PM
No.2929838
[Report]
>>2929802
They’re good to use at public ranges because it lets everyone know the guns chamber is empty when everyone goes down range to change targets.
Anonymous
7/8/2025, 6:12:37 PM
No.2929840
[Report]
>>2928900
sandpaper it smooth
Anonymous
7/9/2025, 2:12:12 AM
No.2929931
[Report]
>>2929761
Do people actually pay for software for personal use?
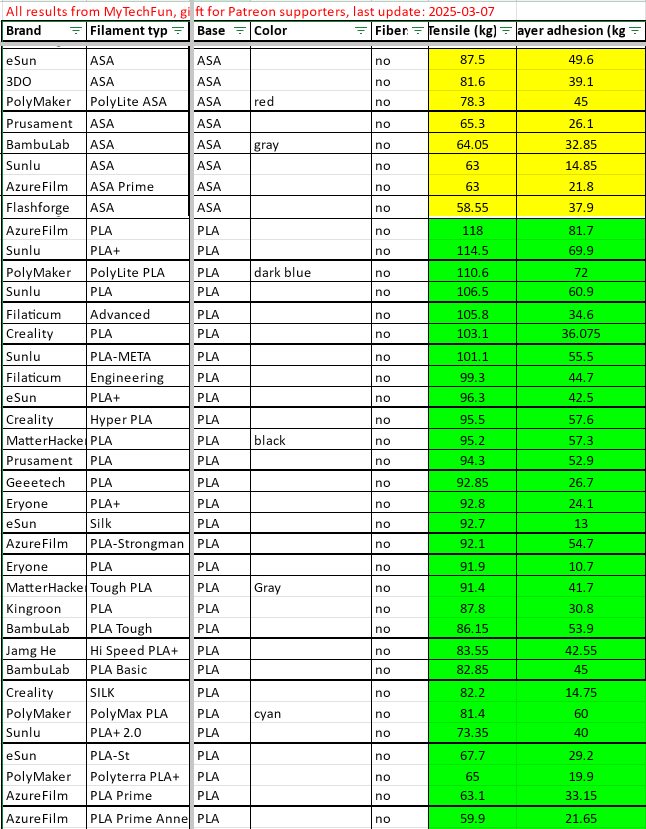
Polymaker filaments actually have real discounts for prime day, stock up if there's anything you need.
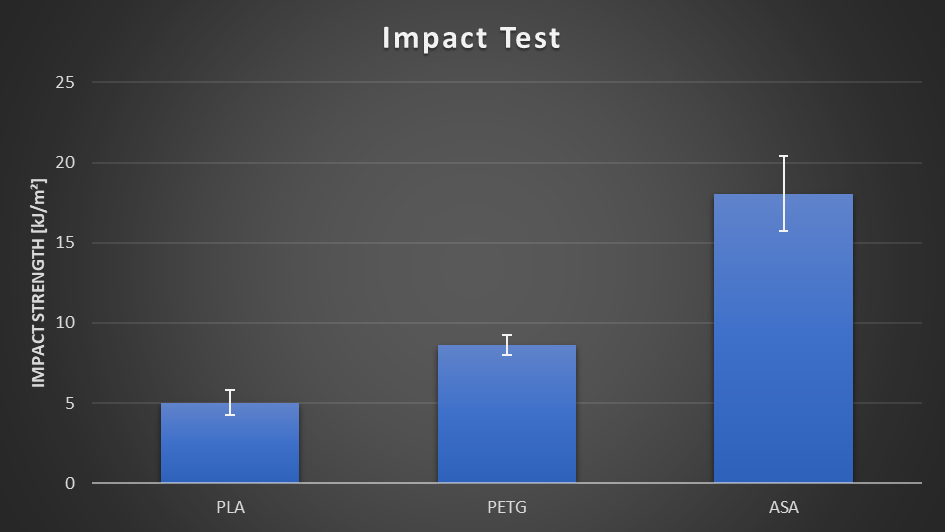
$16/kg PLA Pro
$21/kg ASA
$25/kg PC
$27/kg PA612-CF
So far it looks like all the other brands are maybe a dollar off with inflated "normal" prices, but it might be worth to cop a ton of sub-$10 no brand PLA for people who print a ton of etsy crap.
Currently have a shitty ender and am looking to upgrade. Mostly because I am doing a large project, that's a full body suit of armor that I want to do out of ABS or PETG rather than pla.
What is good for large build volume and enclosed? The bigger the better, size is king.
Anonymous
7/9/2025, 5:35:35 AM
No.2929958
[Report]
>>2929955
$17/kg Tinmorry 95A TPU also looks like a good deal, I'm done shilling now.
Anonymous
7/9/2025, 6:13:16 AM
No.2929962
[Report]
>>2929824
AMS-style filament switching is dogshit and not even a little bit worth it if you're trying to use more than one filament in a single print. It's okay if you just don't feel like manually swapping between materials for different single-material prints, as long as you don't have more than 4 spools on hand. If you do, you're better off building a tradrack.
Anonymous
7/9/2025, 9:27:10 AM
No.2929991
[Report]
>>2930158
i put pico mmu to my voron 2.4 and it is literally the best upgrade i ever did to it
kexcelled abs peak green
fusrock abs black
infill 100%
Anonymous
7/9/2025, 9:35:20 AM
No.2929992
[Report]
>>2929957
SV08. There’s a significantly bigger version of it if you need more than 350mm, but it looks somewhat flawed. At least it’s modular.
Anonymous
7/9/2025, 11:49:30 AM
No.2929998
[Report]
Anonymous
7/9/2025, 1:04:36 PM
No.2930013
[Report]
>>2931911
>finish 20-hour print
>dimensions slightly wrong
>could fix the model and reprint it
>don't want to wait another 20 hours
>just hacksaw a bit off of it instead
The area where I cut looks like garbage, but isn't visible in the application, so it works.
It's kind of funny to me that a person can now have the ability to fabricate basically any solid item they want from scratch, which might as well have been magic 20-30 years ago, and I get impatient about this process taking even one day.
Yo what's up with polycarbonate?
I'm using a bambu P1s and the nozzle gathers up a big blob of plastic after like 2h of printing that eventually gets deposited on the part
How do I fix this?
Can I force the machine to go do the nozzle wipe sequence every 1h or so?
Anonymous
7/9/2025, 3:38:45 PM
No.2930033
[Report]
>>2929824
What use case? If it's very few switches it's still fast, the more switches/filament changes the slower it gets.
Anonymous
7/9/2025, 3:46:38 PM
No.2930036
[Report]
>>2930030
does your slicer give you an option to create a wipe tower? that might solve this.
https://www.youtube.com/watch?v=G5aJ0b78ZhE
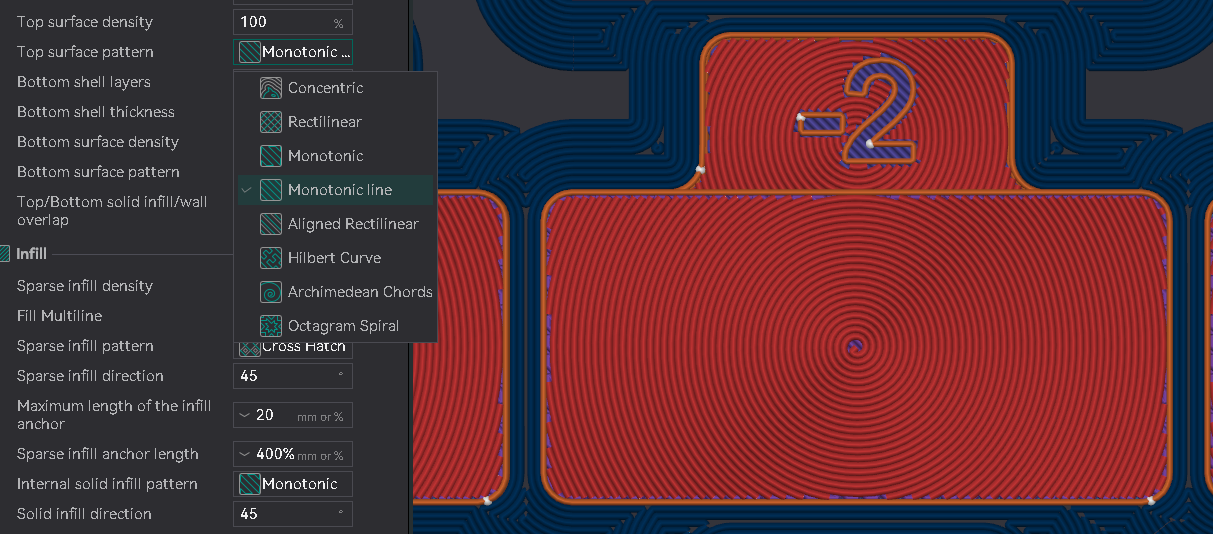
Hot take: aligned rectilinear is the best infill type for many situations
Except for large prints
Anonymous
7/9/2025, 7:38:38 PM
No.2930073
[Report]
>>2930038
Aligned rectilinear for appearance and adaptive cubic for strength will cover practically all use cases.
>>2930038
and how is that a hot take?
wanna a hot take? giroid is a useless meme, its just that the random crap the slicer do are kinda better, the problem is that we cannot adjust enough the infill.
which makes me wonder, which is the best way to manually design the infills? long time ago i remember that they were designed in cad manually, but i guess some tool allows that now
Anonymous
7/9/2025, 10:34:07 PM
No.2930110
[Report]
>>2930231
Neptune 5 max issue.
When i do first leveling it propertly places the nozzle on the centre. When i go auxilally it does auto homing but this time its not quite center. I've been messing with drivers but no matter what good value ill put it does thensame in the same place. It's weird because it can do this the first time. I don't know what the hell is wrong with that machine. The firmware is up to date.
Anonymous
7/9/2025, 11:27:10 PM
No.2930117
[Report]
>>2930038
>>2930090
i use cubic with combined infill and never looked back
Anonymous
7/9/2025, 11:36:05 PM
No.2930120
[Report]
>>2930124
>>2930030
How well dried is your filament? Could you dry it more? It could also be a lack of retraction, and Z-hop helps, but I’d go full-ham drying it. Even new filament often needs drying before you print. Use a normal heated box with airflow to get it to ambient absolute humidity, and if that isn’t enough, use a sealed heated box with internal airflow and a high-temperature desiccant like CaCl or molecular sieves. 100C fans are expensive though.
Printers like the A1 series have a silicone brush always at nozzle-height to wipe against (especially after filament changes) but I don’t think that’s an option with the P1S. That said, people definitely add nozzle wiping brushes at the back by the poop chute, so printing a tiny brush holder and writing some g-code to get inserted each layer might be the way forwards. Not really the bambu experience though.
Anonymous
7/9/2025, 11:39:10 PM
No.2930124
[Report]
>>2930126
>>2930120
I've got these filament dry bags that can maintain 10% humidity (according to a generic digital sensor) but admittedly I'm usually too lazy to dry new spools from the factory.
I wonder how long it would take for the spool to dry in room temperature 10% air.
>>2930124
answer:never
filament drying requires active heating and keeping low humidity is only for keeping the status quo of the filament
Anonymous
7/10/2025, 12:13:07 AM
No.2930138
[Report]
>>2930147
>>2931717
>>2930126
Why would that be? Shouldn't the filament eventually find an equilibrium with the air?
Anonymous
7/10/2025, 12:53:43 AM
No.2930147
[Report]
>>2931717
>>2930138
heat both enables and accelerates that process
Anyone ever designed a print meant to float? Im thinking either a hollow structure with little infill, but im worried water might eventually make its way inside. The other option would be a low center of gravity object with a good surface area with little pockets to trap air underneath.
>someone figured out how to change filament in 5 sec with minimal filament wastage
>the company hoovered up tens of millions of dollars in Chinese venture funding and has already patented everything related to this filament change system
Is it over for Bambu?
>>2930153
Never done it myself, but you could pretty easily just coat the outside in something waterproof. Like epoxy, or a waterproof paint. You could also make it a bracket that contains something that's buoyant, like a ping-pong ball or closed-cell foam.
>>2930155
So Snapmaker made a Bambu-clone but with a Prusa-XL-style toolchanger, probably for cheaper than the Prusa XL? Cool, guess other printer manufacturers will be copying the snapchanger soon. Then once the Bondtech Indx turns up, the toolchanger revolution will be in full-swing. I hope they put emphasis on multi-material, with brittle and flexible filaments working in these new systems, instead of just focusing on multi-colour PLA. Slicers better be able to handle multi-tool printing with different nozzle sizes by then too.
Anonymous
7/10/2025, 2:12:08 AM
No.2930158
[Report]
>>2929991
recently build myself a pico mmu, but for some reason it REALLY increased the amount of static i got building up in the machine, probably from the extra bowden tubes moving around and the filament rubbing, its worth it for the extra flexability in meltable supports, but damn adding a filamatric and all the extra bits to make it work was a pain.
Anonymous
7/10/2025, 2:13:20 AM
No.2930159
[Report]
>>2930155
Toolchangers are vastly superior to filament changers, this isn't news.
Anonymous
7/10/2025, 2:13:46 AM
No.2930160
[Report]
>>2930161
>>2930155
What exactly is in those blocks it's picking up and putting down? Does the printer just have four identical complete hotends?
Anonymous
7/10/2025, 2:14:47 AM
No.2930161
[Report]
>>2930160
Hotend and extruder
Yes
>be me, freetard
>tried openSCAD
>didn't hate it, but didn't enjoy it for making complex shapes either
>tried FreeCAD
>banging my head against a brick wall seems like a better use of my time
What other options for CAD do you guys recommend for using on linux, or should I just focus all my autism on openSCAD? Failing that, what should I pirate and use on my old Windows PC?
Anonymous
7/10/2025, 5:00:07 AM
No.2930203
[Report]
>>2930446
>>2930202
OnShape works in browser and is free to use (but all your drawings are publicly viewable unless you pay).
Anonymous
7/10/2025, 6:14:05 AM
No.2930220
[Report]
>>2930446
>>2930202
cracked solidworks on wine
Anonymous
7/10/2025, 6:56:25 AM
No.2930229
[Report]
>>2930446
>>2930202
Solvespace is simple, relatively powerful, and almost usable. I bet Dune3D is better but it won't load on my machine.
Anonymous
7/10/2025, 7:02:22 AM
No.2930231
[Report]
>>2930110
I really need to know
Is there anything open source that's as good as a bambu p1s yet? As in, similar feature set and specs for similar price
Don't care about changing filaments mid print, I only make functional aut/o/ and cosplay prop prints, not autistic articulated fidgets.
Anonymous
7/10/2025, 10:00:12 AM
No.2930251
[Report]
>>2930157
i think the cavity worked. I think my cats later came to fuck it up while i was gone though
Anonymous
7/10/2025, 10:15:00 AM
No.2930254
[Report]
>>2930270
Anonymous
7/10/2025, 11:27:41 AM
No.2930261
[Report]
>>2930425
>>2930153
Print out of polypropylene and it will float with 100% infill.
Anonymous
7/10/2025, 11:37:57 AM
No.2930262
[Report]
Is there a list of what filament is harder to work with? I've heard white is tougher to use because of the titanium pigment, any other you should be mindful of when using?
Anonymous
7/10/2025, 11:51:18 AM
No.2930267
[Report]
>>2930274
>>2930568
How much of a pain in the ass are 3 and 5 kg spools? Is it worth buying big spools to save $20 (minus a couple bucks to make a spool holder) or will it cause jams?
Anonymous
7/10/2025, 12:15:09 PM
No.2930270
[Report]
>>2930278
>>2930254
Not him, but no way is the K3 in the same price range as the P1S. X1C maybe. Either way, a standard Voron 2.4 is closer and perfectly adequate for 99.9% of users. Closest thing you'll get to an open source P1S for a similar price is an SV08 with user mods.
Anonymous
7/10/2025, 12:19:15 PM
No.2930271
[Report]
>>2930278
>>2930383
Is vase mode good for anything other than printing literal vases?
Making a vessel to hold a large amount of liquid out of single-wall FDM plastic seems dumb when glass vases are so cheap and plentiful.
I guess it could be used to make like, a pencil cup for a desk, but anything else, practically speaking?
Anonymous
7/10/2025, 12:37:03 PM
No.2930274
[Report]
>>2930278
>>2930360
>>2930267
i ran 3kg spools on my monoprice select mini, as long as you dont get too much friction on the spool holder it'll work fine.
the MPSM stock square folded steel holder caught, so i ended up putting it on a TUSH roller held at the right width by gluing it to a ruler.
which printed fine for like, 6 3kg spools before the printers mainboard crapped out.
right now im running 3kg spools on my voron no problem, just needed a slightly longer spool arm.
Anonymous
7/10/2025, 1:05:44 PM
No.2930278
[Report]
>>2929955
Their website has a better sale right now. Prime day is a scam, don't bother with it.
>>2930270
A Voron 2.4 is also going to be a lot more expensive by the time it's complete. I agree that SV08 is the probably the closest, at $550 it's a little more expensive and not quite as capable out of the box, but it's got a lot more potential for upgrades.
>>2930271
There's a lot of stuff you can print in vase mode, you can use this technique to print things with multiple walls:
https://www.printables.com/model/261434-vase-mode-wing
The only real requirements are that you model needs either an open or heavily tapered top, and no horizontal section of your model can have any unconnected "islands".
>>2930274
Thanks anon, I'll go for it.
Anonymous
7/10/2025, 1:15:40 PM
No.2930280
[Report]
>>2930281
>>2930090
gyroid is useful if you're filling the print
Anonymous
7/10/2025, 1:17:54 PM
No.2930281
[Report]
>>2930280
that is true, its a single volume
Anonymous
7/10/2025, 4:19:25 PM
No.2930310
[Report]
>>2930202
>I just focus all my autism on openSCAD?
Blender?
if I need to adjust an existing .STL I use Wings3D
but I do like openscad because i mostly build useful/usable objects, i'm not a tabletop gamer of figurine collector. you can find a good number of examples off Thingiverse to study and improve your techniques
Are current Prusa printers still relevant?
Anonymous
7/10/2025, 7:17:00 PM
No.2930345
[Report]
What's the most reliable 500mm printer? I used to hear good things about ratrig vcore 4 but I also hear bad things especially for the price of a kit
>>2930325
I mean, they still print good quality parts and they're fixable, the core one is comparable to every other similar corexy printers but more expensive from what I hear
It's weird that printer companies are focusing on faster printing when my models don't really enjoy being printed faster
Sieg
7/10/2025, 8:24:49 PM
No.2930358
[Report]
>>2930379
>>2930325
The new core one has some major issues with artifacts
Prusa can’t fix it they’re just masking it
Others are masking it by printing at ender 3 speeds like 30mm a second and everyone is like why is a core xy setup dipping below 100mms at all for anything
Sieg
7/10/2025, 8:26:15 PM
No.2930360
[Report]
>>2930442
>>2930274
Damn I remember those mono price printers …. Dollar store glass build plates and PLA e3d adapters lol
Yours still runs after what 12 years?
Sieg
7/10/2025, 8:27:29 PM
No.2930361
[Report]
>>2930364
>>2930236
There is something much better it’s call ball screws, and built more like a mill than a 3d printer but it’s like $10k
Anonymous
7/10/2025, 8:41:49 PM
No.2930364
[Report]
>>2930361
They said similar features and specs for similar price, retardkun
Anonymous
7/10/2025, 8:49:32 PM
No.2930368
[Report]
>>2930382
First printing, so far so good. I'll be moving my printer to the seperate room, it takes fuckton of space. What to look out for anons? Any cleaning tips? I'll be dozentimes greatful for any tips.
Anonymous
7/10/2025, 10:06:47 PM
No.2930379
[Report]
>>2930392
>>2930358
Finer tooth pitch belts fixes it. There's also probably a cheaper and easier way to do it since every other corexy printer uses the same tooth pitch and doesn't have the problem.
Anonymous
7/10/2025, 10:23:20 PM
No.2930382
[Report]
>>2930398
>>2930368
If you’re plan on printing ABS or other engineering materials, you’ll likely want to look into a method of fume extraction. That or improving the factory carbon filter.
Anonymous
7/10/2025, 10:24:40 PM
No.2930383
[Report]
>>2930271
I made some lampshades and orchid pots with clear PETG and fuzzy skin mode
Anonymous
7/10/2025, 11:04:30 PM
No.2930392
[Report]
>>2930395
>>2930379
Does anyone out there have any idea why the Core One has this problem but other similarly sized printers with similar belts do not? Are they using the same style of idler as everyone else (e.g. toothed vs bare)? It’s such a strange problem, and apparently the test units they’re printing with in their factory don’t have the same issues.
Anonymous
7/10/2025, 11:14:23 PM
No.2930395
[Report]
>>2930392
Not even Prusa knows, they're still working on identifying the root cause. Apparently retensioning the belts after a couple dozen hours of use to break in helps a lot, but all belts stretch so that can't be the root cause in this machine. Maybe some sort of harmonic thing, idk.
Anonymous
7/10/2025, 11:33:24 PM
No.2930398
[Report]
>>2930426
>>2930382
Hows petg compared to abs? Can i do outdoor printing?
Anonymous
7/11/2025, 12:11:01 AM
No.2930414
[Report]
>>2930569
Could someone with a working MakerWorld account do me a quick favor and download these cad files for me? I ain't gonna make another account for this shithole page.
makerworld.com/en/models/650578-nema-17-stepper-cycloidal-drive-gearbox-12-1#profileId-577167
Gofile, wetransfer doesn't matter. Thanks!
Anonymous
7/11/2025, 12:17:26 AM
No.2930416
[Report]
>>2930431
>>2930446
>>2930202
Honestly, if you fail at freecad in current year, you'll fail at every other non-autism cad program as well. They may have different focuses, but in the end the workflows always align.
>>2930236
No, because enthusiasts simply do not care about this mid price segment. For what you want your best shot may be klipperized p1s.
Anonymous
7/11/2025, 12:42:24 AM
No.2930425
[Report]
>>2930431
>>2930153
>>2930261
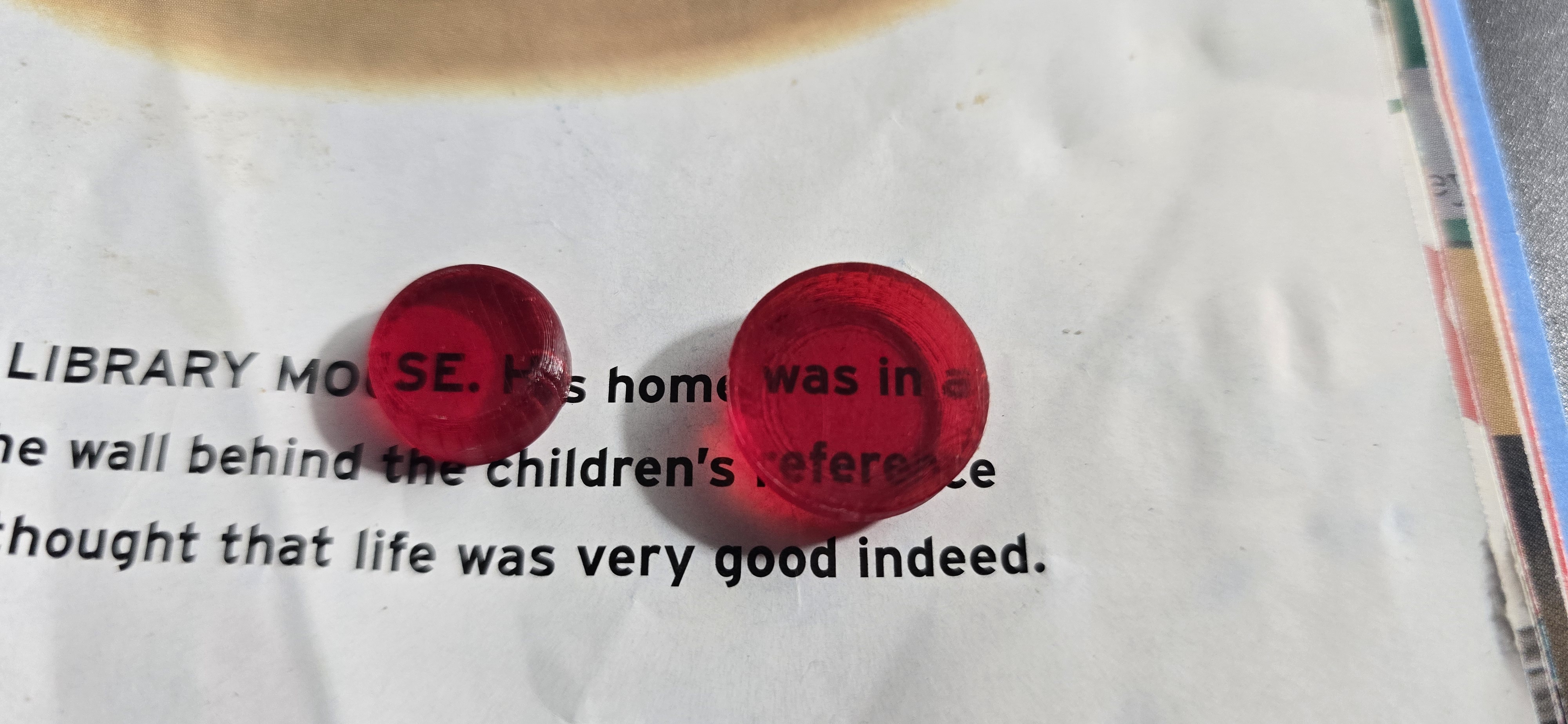
Interesting. The PP is a little more expensive and I would like more color options for this print.
What I ended up doing was basically printing an upside down cup. The air would stay trapped in the cup and prevent it from sinking. Left it floating overnight and as soon as I touched it, it sank. What I have done now is put a lid on the cup with a smaller opening. Seems like its creating some surface tension to make sure the air doesnt escape or really let water in. If this doesnt work I think my options are to try making the hole even smaller and if that doesnt work then basically add a small perimeter a millimeter thick around the the opening.
>>2930398
PETG can't do anything PLA can't except hold its shape between about 55 and 65C. ABS is good to 80 or 90C, UV resistant, creep resistant, and impact resistant, but not as strong as PLA/PETG. It also smells bad. ASA is the same as ABS but with even better UV resistance and doesn't smell as bad. It's more expensive, though.
Anonymous
7/11/2025, 12:47:50 AM
No.2930427
[Report]
>>2930155
>Yet another PLA pusher
>>2930416
>klipperized p1s
don't you need to swap the mainboard for that?
>>2930425
Rub candle wax in the layer lines, should seal against air and be hydrophobic
>>2930426
Some ABS mixes are very strong, not sure what they add to it.
Anonymous
7/11/2025, 1:16:02 AM
No.2930434
[Report]
>>2930478
>>2930426
ASA is absolutely stronger than PLA
Anonymous
7/11/2025, 1:25:11 AM
No.2930437
[Report]
oh no, he used the word "strength" and "pla" in the same post
Anonymous
7/11/2025, 2:30:49 AM
No.2930442
[Report]
>>2930444
>>2930360
kinda
extruder arm snapped after a month, so i used a bulldog clip to fill in until i coul;d print 2 replacements.
the bed heater wires sheared off at the bed, so i had to resolder those, and print up a strain relief, but after 2 years the solder pads tore off the bed, so for years i just had a cold bed, which was an ikea mirror covered in painters tape and glue stick, since the aluminium bed itself warped real quick.
the hot end kept snapping thermistor wires when homing, so i swapped it for a v6 clone (yes in PLA so it sagged) but the extra height meant i had to move the z-limit switch, which meant removing the x axis shield.
the v6 clone worked well, but needed extra cooling, as well as a parts cooling fan, so i ended up adding a whole new fan mount and ran wires for the fan, but since it was a v1 mainboard, the extra fan header had a resistor soldered on backwards, so it never worked, and after weeks of trying i gave up and just used the heatsink fan for parts cooling too (not great)
after all the tinkering i got to needing more print space for parts for the printer, so i printed up bigger bed mount (monoprice select maximum, lol), and extended out the x-axis until it sagged slightly, but the bed also sagged, so it mostly evened out.
but that extra weight killed the z-axis screw, so i swapped that out with a longer one and a printed sleave to expand the axis up, as well as move the extruder above the shell.
but all that weight up high meant to printer would rock at its extremes, so i cut the leadscrew down (bending it in the process) and put extruder back inside.
AND it was a v1 mainboard, so it had shit QC, hence the resistors soldered on backwards, they glued the female sockets to the male plugs, but those same sockets would just pull off the pins, so you had to kind of guess the polarity when plugging things in.
i ended up replacing the mainboard with a RAMPs board, but that was always temperamental with heat, so i ended up mounting it externally.
Anonymous
7/11/2025, 2:42:45 AM
No.2930444
[Report]
>>2930442
i should say, it DOES still print after all that abuse, and it prints well, but a 10 minute print on my voron2.4 takes 1-2 hours on the frankenprice select maxi.
but at this point it hasn't printed beyond test prints for about 4 years, and i get warning about slow movement speeds in most slicers, but it prints.
>>2930203
>>2930220
>>2930229
I'll have a look at these options, thanks anons.
>>2930416
>Honestly, if you fail at freecad in current year, you'll fail at every other non-autism cad program as well. They may have different focuses, but in the end the workflows always align.
I'm not even sure what the workflow is, their website's documentation threadbare to a newcomer and the program itself is extremely unfriendly. Sure, I've figured out how to make single "parts" from sketches and extrusions, but combining them just doesn't seem to work in any way I can figure out, and I'm reasonably well versed in trying to get shit like this working - hell, OpenSCAD was more far more intuitive to get started with. Maybe I haven't found the right tutorial, I dunno man, it's like FreeCAD wants to deliberately trip me up at every step.
Anonymous
7/11/2025, 3:46:48 AM
No.2930452
[Report]
>>2930446
Documentation is for boomers, watch a YouTuber.
Anonymous
7/11/2025, 5:51:25 AM
No.2930470
[Report]
>>2930476
>just get the AMS bro it looks so good!
Anonymous
7/11/2025, 5:57:58 AM
No.2930476
[Report]
>>2930470
>not using a practical non-aesthetic print as your purge block
ngmi
>>2930431
I didn't say that every PLA is stronger than every ABS, there's lots of blends of each.
>>2930434
You're certainly free to believe that, but it's not correct.
NTA but I like ABS because I can acetone smooth and acetone weld it. Sanding to finish props makes me wanna KMS. For larger cosplay props PLA will snap or shatter while chad ABS can take it.
And yes, get extraction...
Anonymous
7/11/2025, 6:20:58 AM
No.2930482
[Report]
>>2930480
That is certainly true. Also ABS prints won't creep when you leave them propped up against something.
Anonymous
7/11/2025, 6:58:51 AM
No.2930488
[Report]
>>2930495
>>2930426
Doesn't asa/abs release some toxic fumes?
Anonymous
7/11/2025, 6:59:54 AM
No.2930490
[Report]
>>2930768
>>2930480
Share your work
Anonymous
7/11/2025, 7:18:59 AM
No.2930495
[Report]
>>2930499
>>2930488
Styrene, yes. Not actually that much; claims of the health effects of printing ABS are largely overblown, but an enclosed printer in a ventilated room is a good idea, especially if you'll be working with it a lot. To make a comparison, the negative effects of chronic exposure to gasoline fumes are well-known, but you probably don't wear a gas mask every time you fill up your car, but it's a good idea to wear a respirator if you need to scrub something with it as a solvent.
Anonymous
7/11/2025, 7:37:18 AM
No.2930499
[Report]
>>2930495
Gasoline smells good
Anonymous
7/11/2025, 8:08:30 AM
No.2930505
[Report]
I prefer the smell of melting ABS over the smell of PLA, a shame it's toxic
>>2930478
Now do impact resistance
>>2930431
Don't you need to swap the mainboard for that?
Yes.
>>2930446
>I'm reasonably well versed in trying to get shit like this working
Your whole post says otherwise.
>>2930480
At least cite the blog you're lipreading your bullshit from. How do you explain about every cosplay being printed in PLA nowadays?
Are printers generally built to sustain heat for long prints without damaging the computer components and such or do they need some more cooling from something like a fan?
Anonymous
7/11/2025, 12:21:53 PM
No.2930536
[Report]
>>2930539
>>2930534
Not him but there's plenty of stories of PLA prints sagging in warm environments and cracking when dropped. Seen it myself at work, where we print gizmos to keep our printers attracting attention. High hardness can often be a downside.
>>2930535
Yes. Generally they're well cooled because they're intended for people to print for long times. The printer mainboard will be up to equilibrium temp in half an hour, while steppers and other things in an enclosure may take a bit longer, and these things are absolutely designed to print longer than an hour at once. Printers that aren't meant to be enclosed, when put in a tent, are the exception.
Anonymous
7/11/2025, 12:27:42 PM
No.2930538
[Report]
>>2930535
Mine has a pair of 6020 fans blowing into the electrical compartment to cool the board, mostly the stepper motor drivers and the processor heatsink. I saw a high voltage printer that runs what looks like a 5015 directly onto the stepper motor drivers.
Anonymous
7/11/2025, 12:32:13 PM
No.2930539
[Report]
Anonymous
7/11/2025, 12:32:15 PM
No.2930540
[Report]
>>2930541
>>2930534
anon, they use pla because it's accessible for tards. easy to print right out of the box, no enclosure needed, not even a gluestick for first layer adhesion.
Anonymous
7/11/2025, 12:40:11 PM
No.2930541
[Report]
>>2930543
>>2930544
>>2930540
The reason why cosplay props get away with it, is because they're painted. Of course they choose the easiest to work with. Remember foam? No, you don't, because you got no clue what you're talking about.
>inb4 just pretending.
Anonymous
7/11/2025, 12:45:17 PM
No.2930543
[Report]
Anonymous
7/11/2025, 12:46:36 PM
No.2930544
[Report]
>>2930541
and the other anon is explaining how he likes to use vapor smoothing and prefers the durability of abs over bondo, sanding, and then paint. I'm unsure why you're so butthurt about abs being superior for the application. If all you want is ease of use, then stick with pla, but abs is going to be better. next you're going to tell me that I can't use nylon for functional prints because pla is better than old mold and cast methods that were a pain in the ass.
Anonymous
7/11/2025, 1:14:49 PM
No.2930550
[Report]
>>2930549
What difference does it make?
pla, pla+, petg, abs, asa, nylon?
Anonymous
7/11/2025, 1:16:30 PM
No.2930551
[Report]
>>2930554
Anonymous
7/11/2025, 1:35:43 PM
No.2930554
[Report]
>>2930557
Anonymous
7/11/2025, 1:37:10 PM
No.2930556
[Report]
>>2930760
>>2930512
>impact resistance
Not even a material property. Wouldnt that be solely governed by modulus of elasticity, strength and perhaps to a lesser extent (notch) toughness?
Anonymous
7/11/2025, 1:41:52 PM
No.2930557
[Report]
>>2930554
I'd use TPU, but that's a personal preference
Make sure the object orientation is good so it doesn't break inside, and keep in mind those prints can only be used once
I would like to know where I can monetize designs I make.
Anonymous
7/11/2025, 1:47:07 PM
No.2930560
[Report]
>>2930562
Anonymous
7/11/2025, 1:57:54 PM
No.2930562
[Report]
>>2930560
Digitally? I mean digitally.
Anonymous
7/11/2025, 2:11:42 PM
No.2930564
[Report]
Anonymous
7/11/2025, 2:19:41 PM
No.2930565
[Report]
>>2930535
generally yes, sometimes the airflow in the room or whatever will dictate additional cooling into the electronics like I had to with mine, I yanked the OEM motherboard fan and cut openings in the heat shroud for two PWM fans then glued on a mini programmable controller for those, this has kept the motherboard within 15C of ambient
Anonymous
7/11/2025, 2:44:52 PM
No.2930567
[Report]
Anonymous
7/11/2025, 2:56:04 PM
No.2930568
[Report]
>>2930267
We order 3kg spools for work, all our printers use them. Instead of putting the spools on printer arm we use filament holders with bearings. Something like this:
https://www.printables.com/model/29205-longer-rails-for-prusa-mini-spool-holder-for-large
Never had problems with it and it can handle basically any spool, you just have to adjust the spacing.
Anonymous
7/11/2025, 3:17:31 PM
No.2930569
[Report]
>>2930693
>>2930414
Fucking 4chan flagging pixeldrain as spam.
https://files.catbox.moe/6zndug.zip
Anonymous
7/11/2025, 5:35:34 PM
No.2930594
[Report]
>>2930512
I already covered impact resistance here:
>>2930426. ABS/ASA is much more impact resistant than PLA/PETG, barring a few specific blends of PLA that are extremely tough.
Anonymous
7/11/2025, 5:39:58 PM
No.2930596
[Report]
>>2930631
so yeah, 100% infill or solid parts are actually pretty hard to print, that explains some failures I've had when I was getting started
>>2930596
Why would you ever print 100% infill though? If you need it to be solid you can just make a mold from the print and cast it.
Anonymous
7/11/2025, 8:13:41 PM
No.2930635
[Report]
>>2930631
have you ever made a mold?
Anonymous
7/11/2025, 8:13:54 PM
No.2930636
[Report]
>>2930836
>>2930631
or print it and fill it with plaster, concrete, sand or some resin
Anonymous
7/11/2025, 9:07:04 PM
No.2930651
[Report]
>>2930891
>>2930534
>At least cite the blog you're lipreading your bullshit from
Just experience making props? This is a revolver I made a few years ago for a costume. As you can see, it held up very well to being dropped once. Also note the awful smoothing... Hours of sanding and filler primer and it still looked like ass.
In comparison, a Star Wars helmet I've made since I switched to ABS has a glass finish thanks to acetone smoothing, and I achieved that in a couple days.
>How do you explain about every cosplay being printed in PLA nowadays?
It's significantly cheaper and significantly easier for people to print in PLA. Most people with 3d printers have whatever shitty printer they could buy for $150. They're not shelling out for enclosures or extraction. If you only care about it looking good for ONE day, it's fine; especially for smaller props.
If you look at more experienced propmaker channels on youtube, many will choose ABS, PETG, etc. for things they want to last longer, or they need to smooth in mass. Especially because modern enclosed printers can print ABS effortlessly.
https://www.youtube.com/watch?v=UEm0lbvAmkg
This video really shows how acetone makes assembling and finishing props to a quality finish so much easier.
Anonymous
7/11/2025, 10:02:57 PM
No.2930660
[Report]
>>2930478
>Sunlu was my first filament brand
>picked it on a whim
>always used it since
>apparently it is one of the strongest brands
Huh.
Anonymous
7/11/2025, 11:02:53 PM
No.2930674
[Report]
A good 50% of my prints always end up looking like this any ideas what could be going wrong? I tried several preset settings for minis and they never seem to fix this. What baffles me too is when it doesn't do this I get perfect minis. Getting real tired of playing heads or tails when I start a print, I would really appreciate some help if anybody wants to help a noob out
Anonymous
7/12/2025, 12:15:11 AM
No.2930693
[Report]
>>2930569
Thanks, man. It's still
>probably would've done x different
all over, but levitates a lot of work nonetheless.
Anonymous
7/12/2025, 2:31:27 AM
No.2930705
[Report]
>Unknown command:"AXIS_TWIST_COMPENSATION_CALIBRATE"
What am I doing wrong here? Is there something I need to do to install the module or something?
>have a couple very old mostly-empty PLA spools that have been sitting in the open air for years
>the air exposure has turned their quality to shit, layer adhesion has about the strength of a graham cracker when subjected to levering forces
>otherwise prints fine
>have donation-type place near me
>decide to just turn the remainder of the spools into knickknacks and donate them
>whatever I print has to be either wide and flat or chunky/bulky in order to not disintegrate, no little protrusions or anything like that, especially not in the Z direction
>can't come up with any ideas aside from pic related
I've got silver and copper color filament to use up.
The gear cube is fine, I'd just like a little more variety.
I tried one of those "fidget spiral toy" things where the two halves slide into each other, but the arms would snap off with just a little pressure, so that's an example of something that won't work for this. No flexy animals either, since the joint linkages would be far too thin. I already tried an octopus and it came apart just from shaking it.
I've been scrolling the popular stuff on Thingiverse, but nothing is jumping out at me.
Anonymous
7/12/2025, 7:32:20 AM
No.2930760
[Report]
>>2931044
>>2930556
PLA is considerably more brittle than ASA
>>2930718
Can you do multimaterial printing? You could do those prints that just do different colours in different layers very thinly so it ends up making a picture. The name is escaping me right now.
Anonymous
7/12/2025, 8:06:41 AM
No.2930764
[Report]
>>2930779
>>2930718
make magnetic fidgets, you can use super cheap 3x6 magnets from a craft store.
i printed up a hundred or so slider style fidgets for the tard wranglers at the school i work at, they loved them since they're quiet and hard to break.
Anonymous
7/12/2025, 8:30:55 AM
No.2930767
[Report]
>>2930832
>>2930478
>look at pla funny, it warps
>leave pla print leaning up against a wall, got up to 25 celsius inside, so the pla warps
>accidently give pla a light knock or drop it, breaks
Anonymous
7/12/2025, 8:32:32 AM
No.2930768
[Report]
>>2930891
>>2930490
Nta, here's 1 of mine that's ABS
>>2930764
Like pic related?
>>2930763
>Can you do multimaterial printing?
Not without quite a bit of hassle. I only have one extruder+nozzle.
>prints that just do different colours in different layers very thinly so it ends up making a picture. The name is escaping me right now
Posterization? I don't know if the physical process has a different name, but posterization is when you break up an image into a few big solid-color blobs.
I've actually dabbled in that myself, before. I printed a black baseplate and then layers of white filament on top of it. Since white filament is nearly transparent when it is thin, it ended up causing a grayscale effect where the print would transition from black through various shades of gray to white depending on how many layers of white each area had on top of it.
I don't think I could do something like that with just silver and copper, though.
I've seen lineart-style 2D pictures on Thingiverse that are designed to be printed in just one color (optionally with a second color as a backing) but I guess I don't see much... point to it? Like I find it hard to believe that someone would hang an 8"x8" plastic panel on their wall that depicts a 2D image that they could just as easily print on paper and put in a frame.
Since making that post I've found some models for large toy coins that I think would be a good fit for this, especially since I've got silver and copper to use, as well as little gemstone-looking things.
I'm also going to try doubling/tripling the size of the octopus and seeing if its leg joints can hold up then.
Anonymous
7/12/2025, 9:03:50 AM
No.2930781
[Report]
>>2931190
>>2930774
Yeah this shit. It looks like it'd be interesting but I never have more colours than black, white or grey.
Anonymous
7/12/2025, 9:20:24 AM
No.2930785
[Report]
>>2930534
>Your whole post says otherwise.
I am old and tired, now there's only so much bullshit I can put up with before looking for a better solution, especially when it comes to the open source side of things.
I wonder if you can make 3D printing work on a non-heated bed in 2025, they used to do that back in the days apparently
Anonymous
7/12/2025, 9:58:52 AM
No.2930787
[Report]
>>2930786
What about a bed made out of/covered with nano tape? It's a material that is sticky not because of chemical adhesives, but because it's filled with carbon nanotubes that stick to things via van der Waals forces.
The plastic would stick to it at room temperature, but it would leave no residue on the plastic and could be used repeatedly without losing adhesiveness. Dust settling on it would hurt its adhesiveness, but apparently it can be washed and air-dried and be good as new as far as dust/dirt/other particulates go.
If you wanted to test this yourself, you could actually make such a bed at home. You can buy rolls of nano tape.
Anonymous
7/12/2025, 10:04:47 AM
No.2930790
[Report]
>>2930786
I think it's possible to print PLA with no heating and PETG with almost no heating on the cold plates that got made for Bambu printers few months ago.
Anonymous
7/12/2025, 10:19:41 AM
No.2930795
[Report]
>>2930824
>>2930786
What would be the advantage? Just energy savings and startup speed?
Anonymous
7/12/2025, 11:17:58 AM
No.2930804
[Report]
>>2930779
similair to some, but the ones i made had a little flange that covers the other magnet so kids dont try to eat them
the other are basically just plates you slide over each other, search for "magnetic fidget slider".
>>2930786
yeah just put painters tape over whatever fancy buildplate you're using.
Anonymous
7/12/2025, 2:08:31 PM
No.2930824
[Report]
>>2930795
A cheaper and flatter bed?
Anonymous
7/12/2025, 2:31:22 PM
No.2930831
[Report]
>>2930837
The cheapest filament from amazon kept getting stuck on the roll and that led to a few failed prints.
Now that I learned my lesson, what PLA should I buy next?
I have an old i3 Mega, its not much but gets the job done
Anonymous
7/12/2025, 2:39:58 PM
No.2930832
[Report]
>>2930876
>>2930767
You're referring to creep and impact resistance, which ABS handles better than PLA, not to strength. ABS has relatively low strength but it's great in every other respect.
Anonymous
7/12/2025, 3:00:18 PM
No.2930836
[Report]
>>2930889
>>2930636
have you ever filled a print with any of these materials?
Anonymous
7/12/2025, 3:05:15 PM
No.2930837
[Report]
>>2930838
>>2930831
Sunlu has never failed me. The most recent batch I bought from them won't print for me unless I crank the temperature way higher than I had to before (220 minimum) despite the filament not being described any differently, but once I figured that out even the newer stuff printed fine and was strong.
Anonymous
7/12/2025, 3:06:51 PM
No.2930838
[Report]
>>2930837
Thanks for the tip, I'll give it a try
Anonymous
7/12/2025, 6:24:57 PM
No.2930872
[Report]
I'm looking at the bambu sale, why is the P1S + ams2 pro so expensive compared to the other packs?
Anonymous
7/12/2025, 6:49:06 PM
No.2930876
[Report]
>>2930882
>>2930832
Most people use strength to refer to the cumulative properties of a material. If you are going to use the term to exclusively refer to tensile strength why not just say that and remove any ambiguity?
>>2930876
>most people use strength to refer to [not strength], why do you use strength to refer to strength?
If you can show evidence that ABS has greater compressive strength than PLA (you can't; it doesn't), then I will start specifying that PLA only has greater tensile strength.
Anonymous
7/12/2025, 7:32:22 PM
No.2930884
[Report]
>>2930478
Can you share the spreadsheet?
Anonymous
7/12/2025, 7:42:30 PM
No.2930889
[Report]
>>2930836
no but there are many videos on these
i do have filled random shit with cocnrete to make it heavier tho, and plan to cast epoxy granite sometime, so i may be biased on how "easy" it is
Anonymous
7/12/2025, 7:43:03 PM
No.2930890
[Report]
>>2931137
>>2928764 (OP)
I tried to print ABS with gluestick and painters tape on the bed and enclosed as suggested here but it still failed to warping and bed separation ~10 layers in, is there some other method? ender 3 v3 se, 0.25mm nozzle, temps 230/90
Anonymous
7/12/2025, 7:43:17 PM
No.2930891
[Report]
>>2930651
>hours of sanding and filler
No way, this looks like shit.
>>2930768
This is good.
Anonymous
7/12/2025, 7:48:13 PM
No.2930892
[Report]
>>2930894
>>2930480
Props made out of anything except resin almost always look like shit. If it's a one time prop or small use a resin printer. If you need to mass produce it or make it big, just make a mold and cast resin, that way you can also put metal rods in the resin to support it.
Anonymous
7/12/2025, 7:58:22 PM
No.2930894
[Report]
>>2930892
Props made out of resin look like shit, too. Just make things out of under proper material.
>>2930882
>compressive strength
May as well post a chart of that too for all of our edification. You have only posted tensile strength data and are acting like that is what everyone who uses the term is referring to, which just isn't the case whatsoever. It's needlessly obtuse to pretend otherwise, "strength" in common parlance is a gestalt term not referring to a specific material property unless explicitly stated. Anyone who has printed with both materials would come to the obvious conclusion that ASA is "stronger" than PLA in practice, because the performance of these materials is not dictated by a single factor alone.
Anonymous
7/12/2025, 9:25:25 PM
No.2930909
[Report]
>>2930950
>>2930899
Do your own homework, burden of proof doesn't mean I have to cite peer reviewed sources against your lazy denials.
Anonymous
7/12/2025, 10:09:42 PM
No.2930913
[Report]
>>2931114
Why is the top surface circles regardless of what I select? I don't have circles selected for any of the patterns.
Anonymous
7/12/2025, 11:39:45 PM
No.2930927
[Report]
>>2930932
>>2930882
>>2930899
Here you are:
https://www.researchgate.net/publication/365758985_Compression_Strength_Characteristics_of_ABS_and_PLA_Materials_Affected_by_Layer_Thickness_on_FDM
PLA is stronger in compression. Maybe results would be different for a short flat puck of material, idk.
But “strength” also encompasses shear and torsional strengths, so see MyTechFun for those too.
Anonymous
7/12/2025, 11:58:30 PM
No.2930932
[Report]
>>2930950
>>2930927
Actually there’s a lot of things called “strength”:
https://en.m.wikipedia.org/wiki/Strength_of_materials
Fatigue and impact strength, both of which ABS is stronger at than PLA if I recall. There’s also non-axial strength measurement, called “transverse loading”. The Hydraulic Press Channel did a video on PLA vs ABS where the part was transversely loaded and the ABS came out much stronger than the PLA, which was surprising because the part looked to just be under tension and shear.
Anonymous
7/13/2025, 12:31:43 AM
No.2930935
[Report]
>>2930937
>>2930982
hi friends
i just bought a p1s with ams. I bought it because i am a peak retard and everyone said thats the easiest/braindead way to get started.
is there a peak retard's guide to 'getting started'? just browsing random stuff i see like lots of scary comments about things i dont understand
>if the humidity is too high your hot end will get blobbed and ruined
>if you use a cardboard spool it will damage your ams
>if you use <filament type> it will damage your ams
i just want some guidance on how not to fuck up. what kind of humidity is ok? does the printer actually know the humidity? will it refuse to print if its too humid? is there a sensor in my AMS (i hope so that shit was like $250), and if so how do I see what it reads?
like im just confused. i unpacked the printer and calibrated it successfully. .then i was going to print a benchy thing but i saw all these warnings so now im discouraged, i dont want to fuck anything up. spoonfeed tier youtube vid that cautions against how not to fuck your printer or prints up woudl be great
also should i buy a fire extinguisher? is there a minimum distance to walls? i have the printer on the floor.
Anonymous
7/13/2025, 12:37:30 AM
No.2930937
[Report]
>>2930935
The problem with humidity is the filament absorbs it. Generally, you can print with wet PLA and it won’t be awful, at the very least it doesn’t absorb moisture very fast so a new roll will be fine to start printing on, and if you notice any issues they’ll be gradually appearing after a month or two. The actual humidity that your printer is at doesn’t matter, and the printer has no method for measuring humidity of the air or moistness of the filament. I don’t know if the AMS has a sensor, I’d assume not unless it’s also a heated enclosure.
$100 printers 5 years ago had a small chance of catching fire, your bambu brick will be fine. Quick being paranoid and start printing. You’ll get the hang of it quick.
Anonymous
7/13/2025, 1:46:47 AM
No.2930950
[Report]
>>2930983
>>2930909
>your lazy denials
No need to be butthurt, you are just using imprecise language to make authoritative claims.
>burden of proof
Anyone comfortable using this term should know that it almost always falls on the claimant
>>2930932
This was my point. "Strength" is not a specific engineering term in itself and context is important. Saying one material is stronger than another begs the question "in what way?"
Anonymous
7/13/2025, 4:15:35 AM
No.2930982
[Report]
>>2931022
>>2930935
Yes, there is a hygrometer built into the AMS. It is visible under the device tab of Bambu Studio, it is also visible in the filament section of the Handy app.
There are certain abrasive filaments that will accelerate wear and tear on the mechanical components of both the AMS and the rest of the filament path itself - like Glow In the Dark filaments, wood filaments, glittery filaments, glass filled or carbon fiber filaments, etc. Think about it. Ultra smooth plastic, like ABS, PLA, PETG? Nah, you’re good. It will wear as normal. Abrasive filaments you’ll generally want to upgrade to the hardened extruder parts (extruder gear and nozzle) and unless you really really want to do multicolor with abrasives, just print them from the external spool holder. You’re nowhere near ready for any of that shit yet. Just print some things with the filament it came with.
You’re “analysis paralysis”ing the fuck out of this right now. When people say cardboard spools will break the AMS, they’re greatly exaggerating to the point of lying. No, you don’t want a shitload of cardboard dust (from the rolling of the spool) down in your AMS. Do you know how many spools you’d have to print for that to become an issue? Do yourself a favor - print some shit with the filament that it came with and don’t put your greasy tard fingers on the build plate regularly.
The claims of accelerated wear and tear and don’t do this but make sure you do do that - this is after like hundreds and hundreds of hours. Besides, it’s a machine. It was made by people. I would say you can fix it, with an adjustment of mindset - it’s just a fucking CNC plastic pooper dude. Don’t fret.
Now, when you say on the floor - is this a carpeted floor? Cause I would avoid doing that - if only to avoid getting little purge blobs the machine poops out smashed into the carpet. Distance to wall is essentially a non-issue. Can your hand fit behind it? It’s fine.
Anonymous
7/13/2025, 4:22:26 AM
No.2930983
[Report]
>>2930984
>>2930950
You're the one making the claim that I'm misrepresenting the qualities of various polymers by using "strength" to mean anything other than "general gudness." While I agree that I could be more precise with my language, you've provided exactly zero evidence to support your claim that I've misrepresented anything. I'm not going to engage with the typical online argument method of refusing to admit that you've made a claim and forcing someone else to invest effort while you say "nuh uh!" repeatedly until he gets bored and fucks off. If you want to claim that what I've said is incorrect you'll have to invest in a modicum of effort into justifying your claim.
Anonymous
7/13/2025, 4:28:31 AM
No.2930984
[Report]
>>2930985
>>2930983
You are wrong here. There is shear strength, yield strength, tensile strength, impact strength, and on and on. This is not a question of semantics - it’s one of ignorance. You are so ignorant on the topic you are unable to see how your nonspecific vocab is crippling (what you think is) the focused intent of your question. With a little more education on the matter, you will see that your question of “what material is the strongest?” Is akin to “how long is a piece of string?”
It depends.
Anonymous
7/13/2025, 4:30:53 AM
No.2930985
[Report]
>>2930984
And you still haven't managed to post one piece of evidence that what I've said is incorrect. If you just want to sit here and call each other retards back and forth I'm happy to go to the end of this thread.
Anonymous
7/13/2025, 9:07:57 AM
No.2931018
[Report]
In this post:
>>2930882
>If you can show evidence that ABS has greater compressive strength than PLA (you can't; it doesn't), then I will start specifying that PLA only has greater tensile strength.
Doesn't this argument imply that PLA is stronger in every type of strength than ABS? If it were, you could say a blanket claim like "PLA is stronger than ABS". In the case where you refer to strength separately from impact resistance like here:
>>2930426 it is strictly correct. I guess the nuance depends on whether you consider impact strength to fall under the blanket of strength when you DON'T specify otherwise. In other words, it's purely a matter of semantics, and we should probably all aim to be a little bit more specific.
Anonymous
7/13/2025, 9:31:30 AM
No.2931022
[Report]
>>2930982
>Now, when you say on the floor - is this a carpeted floor?
Hardwood
Thank you for the detailed reply
Anonymous
7/13/2025, 9:35:44 AM
No.2931023
[Report]
>>2931025
Dont think this is the right general or thread to ask but im trying to model something where I have these 2 gears on the side to move clockwise and counter clockwise whilesomething in the center.
For instance I know theres diffrential gears to use im just concerned about the setup. Im using solidworks toolbox to play around with the gear setups but Im wondering if you guys have any suggestions?
Anonymous
7/13/2025, 10:04:13 AM
No.2931025
[Report]
>>2931027
>>2931023
> where I have these 2 gears on the side to move clockwise and counter clockwise whilesomething in the center.
Is that the end of the sentence? Describe what you want to happen with more detail please. Where do the centres of the gears move, and how do the gears rotate with respect to the non-rotating reference? Do you want to make something like a planetary gear set, with a planet carrier rotating about a static central gear?
Anonymous
7/13/2025, 10:36:41 AM
No.2931026
[Report]
>>2931031
Does anyone know where to get free miniatures for warhammer?
Anonymous
7/13/2025, 10:55:53 AM
No.2931027
[Report]
>>2931072
>>2931249
>>2931025
ok so best way i can describe it is
the center geat is just there for now. the 2 gears on its left and right I need to turn the same direction as in one going clockwise and the other counter clockwise. theres a center gear you turn that when i turn it causes the other gears to turn. clockwise and counter clockwise. because when I move the center gear both the side gears would be moving clockwise instead of one being clockwise and counter clockwise.
honestly im not to familar with gear sets the only ones i can think of is planetary gear set but im unfamilar with how that would work and diffrential but with diffrential i encounter the same problem. What I want to do is put a spool on straps to tighten and pull around the spool.
what I want to do is set it up where i can put it on the back of some eyegoogles in a casing so I wouldnt have to worry about constantly replacing elastic straps. I know I could probably do something where I use a ratchet mechanism and make it simplier with some cord but straps feel better around the head then a cord.
I honestly just need to know of some gear pattern ideas that would help with what im trying to accomplish then I can go from there.
Anonymous
7/13/2025, 11:27:03 AM
No.2931031
[Report]
>>2931026
tabletop simulator steam workshop has most of the models
but unless you use a 10K or higher resin printer everyone will know they're fake
Anonymous
7/13/2025, 1:47:57 PM
No.2931044
[Report]
>>2931104
>>2930760
are you retarded?
Anonymous
7/13/2025, 2:30:48 PM
No.2931045
[Report]
If I reduce my wall loops to 0 and do a series of stacked monotonics for my print, is it possible to make it raster things and go super fast?
Anonymous
7/13/2025, 3:16:17 PM
No.2931050
[Report]
>>2930202
Dune 3D works perfectly for CAD
DieselCAD for simple models might work, too
Regardless, you didn't "enjoy" it because you didn't learn it, retard
Anonymous
7/13/2025, 5:48:01 PM
No.2931072
[Report]
>>2931081
>>2931027
All four gears need to be beveled. The small bevel gears on the side will mesh with the big bevel gear in the middle if they're arranged front to back.
Anonymous
7/13/2025, 5:57:47 PM
No.2931081
[Report]
>>2931249
>>2931072
Oh, I misunderstood the drawing. You're trying to get the side gears to turn opposite each other. You need an idler gear between the big gear and one small gear.
Anonymous
7/13/2025, 6:03:43 PM
No.2931084
[Report]
>>2931190
>>2930779
I think he's talking about lithophanes. You shine a light through them to show a picture.
How is it possible that a model is like 100mb for example and if you save a build plate with it on it the file becomes a fraction of that? What the heck is going on here?
Anonymous
7/13/2025, 7:21:57 PM
No.2931104
[Report]
>>2931044
Are you? I swear this general is filled with morons who don't even have a printer, let alone use anything but babies first filament
Anonymous
7/13/2025, 7:42:02 PM
No.2931108
[Report]
Is shiny PLA bad for a printer or for AMS in terms of fucking shti up
Anonymous
7/13/2025, 7:45:34 PM
No.2931109
[Report]
>>2931119
What stuff should I get in addition to the printer? I'm pulling the trigger on a P1S and filled my cart with random garbage. Any help optimizing it?
>>2931085
I have noticed the same with stl files, left is a small cube I downloaded, right is one I made to the same dimensions.
Anonymous
7/13/2025, 8:09:06 PM
No.2931114
[Report]
>>2930913
It's new calibration method. They changed it some time ago without saying anything about it on the wiki. Archimedean chords are hardcoded into that calib method now. There has been some push as far as updating wiki goes but they probably didnt get to calibration part of it.
From what I've seen I think they pushed it way too fast without proper discussion. The method itself also might not be as great as people think.
https://github.com/SoftFever/OrcaSlicer/discussions/9609
https://github.com/SoftFever/OrcaSlicer/issues/9307
Anonymous
7/13/2025, 8:12:17 PM
No.2931118
[Report]
>>2931112
Really makes you wonder just what is going on with the data. Are stl files containing hidden malware when you download them?
Anonymous
7/13/2025, 8:12:59 PM
No.2931119
[Report]
>>2931121
>>2931109
It’s stupid to get a hardened nozzle but forego the hardened extruder gear. Also I don’t see any filament being purchased that would necessitate hardened anyway. Dump the nozzles, buy more filament, or conversely dump the stainless nozzle in favor of hardened gear and get something -gf or -cf. Or marble or something else weird.
>>2931085
>>2931112
.STL is raw geometry uncompressed. .3mf more intelligently reuses any identical geometry and also utilizes compression. Now you know.
Anonymous
7/13/2025, 8:20:21 PM
No.2931121
[Report]
>>2931148
>>2931119
>forego the hardened extruder gear
Great point, I had no idea. I was looking into having different size nozzles for different print speed and quality, I picked the hardened because it would avoid purchasing other kind of nozzle when I would pick the material requiring them. Can hardened nozzles still print regular PLA fine?
>-gf or -cf
I don't what that mean
>I don’t see any filament being purchased that would necessitate hardened anyway
I'm waiting a little to learn how to use the printer before getting into filament that could fuck shit up.
>hardened gear
They are not on sale so I don't feel fomo about those.
Anonymous
7/13/2025, 9:56:07 PM
No.2931137
[Report]
Anonymous
7/13/2025, 11:21:23 PM
No.2931143
[Report]
>>2931144
Just bought my 3rd P1S. Hopefully I end up needing more.
Anonymous
7/13/2025, 11:24:25 PM
No.2931144
[Report]
>>2931150
>>2931143
Running a farm?
Anonymous
7/13/2025, 11:35:04 PM
No.2931148
[Report]
>>2931151
>>2931121
The hardened nozzles are only for printing glass- or carbon-filled filaments, they'll give you much worse results than brass with normal filament. I don't even know what the 0.2 steel nozzle is for, it's a shit material and you can't feed fibers through it, it will jam.
Silk PLA is ass, don't waste your money on it.
>I'm waiting a little to learn how to use the printer before getting into filament that could fuck shit up.
Fiber-filled filaments will only cause problems if you don't have a hardened nozzle and extruder.
Anonymous
7/13/2025, 11:36:54 PM
No.2931150
[Report]
>>2931154
>>2931144
Yeah. I started with an ender 3 like 4 years ago doing some prototyping in tinkercad. Got a p1p like a year later. Started selling some adapters from the p1p maybe a year later and got a p1s for different materials. The adapter product was basically seasonal for maybe a year. Stopped selling that product and the machines were pretty dormant. Picked up 2 a1 minis for another product that didnt work out. Had 4 machines basically offline. Ended up developing a new product that sells consistently. In the past two months I ended up creating 2 new products and now the p1s are at max capacity. Trying to add another 2 products this week to bring the a1 minis back online and hopefully get the third p1s doing a hybrid prototyping/production unit.
Its not a big farm yet, but the years of running these machines and doing all the CAD work and prototyping has me spinning up new products to try lightning fast. I wish I could say it was overnight, but it did take a ton of trial and error just to get to basically 6 machines. Lots of money and time wasted on dead end products. Im having fun with it so far though. Maybe if I get to like 50+ machines I might start to dread it a bit. Anyway thats my diary
Anonymous
7/13/2025, 11:43:03 PM
No.2931151
[Report]
>>2931148
Thanks for the insight, I will remove the hardened stuff, it looks like the printer needs to be upgraded quite a lot for those. Any advise on other material to get outside of regular PLA?
Anonymous
7/13/2025, 11:50:36 PM
No.2931154
[Report]
>>2931169
>>2931150
It's a nice feeling being able to sell your own products.
I don't sell enough volume to make it full time but it's nice.
I find that with just one you can make enough but it's a bit scary when it has a problem and you need to make customers wait until you can fix it.
Anonymous
7/14/2025, 12:26:13 AM
No.2931169
[Report]
>>2931288
>>2931154
Well depending on the product. The adapter I sold had a lot of support material and I had to heat form it around a mold. Was selling like 10 per day for a minute and it was worth it then. When I would sell like 1 per week I started to absolutely hate it. I could have kept some in an inventory but the thought of making like 20 in one go was nightmare fuel knowing how little money I was making on them and it could take a while to sell that inventory.
My volume isnt enough to make it full time either. Its enough that its worth doing, but I will need to scale quite a bit. I worry about the products I have out there suddenly becoming defective and I need to warranty them or start getting bad reviews. I had one boomer faggot hit me with a one star review on a product I sell and sales fell in half. I worry some of my products might be a bit more seasonal as well so could experience a lul in business.
Also if I grow the business more the power draw in my garage will likely require another outlet or two for the machines. The layout of my house is an absolute nightmare to get an outlet installed. Blessed to have a garage to work out of though.
Is there any way to minimize the physical size of the seam in a cylinder? I only care about the inside, and I don't care if it looks good or not, I just want to have an inner diameter that is as accurate/uniform as possible.
This is for a load bearing part that slides onto the outside of the legs on one of those camping chairs. (pic related to come) This pic is just a fit test piece, the actual part has little circular feet that spread out the weight of each leg so it doesn't sink into soft soil.
I want the inside of the cylinder to make even contact with the chairs leg rather than having a seam sticking up that would still make it snug but distribute the load less uniformly. Maybe I'm overthinking this but I figure seam minimization is a good trick to have anyway. I could of course just file it down but it would be nice to do it in the slicer and have it just work.
Anonymous
7/14/2025, 1:24:57 AM
No.2931177
[Report]
>>2931175
Oh, forgot to mention I'm using creality's slicer. I can Use Orca too but at first glance they seem to be basically the same thing and since I'm using a K1 SE I figured I'd stick with creality print until I come across a specific reason not to.
Anonymous
7/14/2025, 1:26:39 AM
No.2931178
[Report]
>power goes out for the first time while printing
>oh shit oh shit
>printer just says that it can continue like nothing happened
>get perfect final print
These machines are so awesome really
Anonymous
7/14/2025, 1:44:39 AM
No.2931184
[Report]
>>2931289
is there a way to check the humidity level in an AMS with just a P1S display (no bambu lab or whatever)? i have a hygrometer but it doesnt seem to go down at all
Anonymous
7/14/2025, 2:09:48 AM
No.2931190
[Report]
>>2931084
No, someone already mentioned the thing he was talking about:
>>2930774
>>2930781
Anonymous
7/14/2025, 2:30:01 AM
No.2931194
[Report]
>>2931204
>>2931175
Scarf seam, random alignment. With well calibrated filament it will be as if it was never there.
Anonymous
7/14/2025, 3:13:12 AM
No.2931204
[Report]
>>2931272
>>2931194
Is a longer scarf joint going to spread the seam out over a wider area, or just make it, uh, longer?
Anonymous
7/14/2025, 4:40:15 AM
No.2931221
[Report]
>>2931222
honestly pretty hyped to have this assembled. still working on the USCM helmet though. the lobster tails kicked my ass.
Anonymous
7/14/2025, 4:43:03 AM
No.2931222
[Report]
>>2931221
wish i'd used more filler filament in it, or added sand as i went for weight. it's only like 4 pounds.
Anonymous
7/14/2025, 9:15:17 AM
No.2931248
[Report]
>>2930155
What have they patented? That looks exactly like the voron and prusa toolchanger mechanism
>>2931027
>>2931081
Ah ok so something like this? just for reference is sorta what I wanted to do. granted ill resize the gears and teeth to what I need but this is also what I was thinking while I was at work (it was on a work computer so the writing is shit)
also found a really helpful gear setup website to kinda at least help me map out the drection the gears would be turning without opening solidworks and spending some time modeling.
https://geargenerator.com/#200,200,100,6,0,0,0,1,1,10,2.5,4,20,0,0,0,0,0,0,1,3,926
Anonymous
7/14/2025, 1:34:08 PM
No.2931272
[Report]
>>2931204
You just asked the same question twice. The answer is yes.
Anonymous
7/14/2025, 1:53:00 PM
No.2931278
[Report]
>>2931533
>>2931249
first you dont need to put the ratchet in a gear just for it, in general avoid the extra gearss
have you considered belts instead of so many gears? like if the parent and the spool gears are in the same direction, just use a belt
belts have the advantage of not needing to deal with the not perfect tolerances of gears
and a circular belt can be swaped direction and many other shit
of course the load capabilities are smaller for vbelts and even way less with circular belt
Anonymous
7/14/2025, 3:16:12 PM
No.2931288
[Report]
>>2931431
>>2931169
Sounds like you're selling for a pretty low price.
I enjoy how cost competitive 3D printing actually is, people always talk shit about 3D printing in comparison to injection molding but I can make an equivalent part that someone makes with molding and sell it for 10% less and still make mad profits.
Anonymous
7/14/2025, 3:17:14 PM
No.2931289
[Report]
Anonymous
7/14/2025, 5:54:37 PM
No.2931318
[Report]
>>2931533
>>2931249
Attach the crank to the gear labelled misc, you don't need the one labelled parent at all. I don't understand the yellow gears at all, what's wrong with just having a crank come out of the top of one of the gears?
Come to think of it, if your goal is just to get the gears on the ends to turn in opposite directions, why not just mesh them directly to each other?
Anonymous
7/14/2025, 7:10:41 PM
No.2931338
[Report]
>>2929761
I got on the maker version when it went on sale for around $20 a year and it works just like normal solidworks for me.
its just annoying it needs an internet connection to work, and every once in a while it will wig out and tell you its gonna cuck you if it doesnt get a connection soon.
ive never had it actually cause any problems though, i just close the popup and keep going.
Anonymous
7/14/2025, 10:14:31 PM
No.2931404
[Report]
>>2931418
How slow can the printer move?
I am looking to abuse a printer for something else real quick (EDM) and need to move real slow for that. Especially since im running it without feedback.
Im running marlin2 and it seems that it enforces a minimum rate of steps or units. Why would someone do that and is there an item in the config.
If I make the printer move 1mm using say, F1 it sounds and behaves the same and takes just as long as if it got F2 or F0.1.
Anonymous
7/14/2025, 10:18:31 PM
No.2931408
[Report]
>>2931418
What's a filament alternative to PETG with a more matte look? The matter the better tbqh. I don't want any CF filament.
Anonymous
7/14/2025, 10:38:20 PM
No.2931418
[Report]
>>2931511
>>2931404
The step size is dependant on the microstepping level set to your stepper drivers. If your mainboard has UART comms lines to the drivers directly you can change this, otherwise I think they’re not adjustable. But I think they’re usually set to maximum microstepping anyhow, at least on cheap boards like the ender 3s. Say if you have 200 steps per revolution, multiplied by 32 microsteps, that’s 6400 microsteps per revolution. If you have a pulley circumference of 36mm, that’s a resolution of 5.6μm. In other words, more than good enough.
What EDM power setup are you using? Capacitive or inductive energy storage?
>>2931408
Just print it really fast. And consider sand-blasting, or re-melting when surrounded by sand.
Anonymous
7/14/2025, 10:58:37 PM
No.2931431
[Report]
>>2931288
My items are generally pretty low in price. Could jack up the rates a little more but im trying to discourage undercutters or anyone competing at all.
Also yeah the other thing is that you have more colors to choose from. With injection molding you will probably do a run of like 1000 parts in just one color. I can easily do like 50 of one color and 150 of another. Dont have to keep inventory on hand really either. Right now the business is probably pulling like $13k profit a year and I maybe have like $200 in inventory and shipping supplies. Can run a lot more lean. There are some products I wish I could injection mold too though, but there are some instances where 3d printing makes a better part. With the injection molding you basically need the same thickness throughout the entire part or I think you get weird stuff like sagging. 3d printing I can make a part really thick in one area where needed and thin in another area.
Anonymous
7/15/2025, 4:41:38 AM
No.2931511
[Report]
>>2931522
>>2931418
I do know how stepper drivers, steppers and such work and commonly are configured of course. Like I have alluded to: Marlin2 appears to be enforcing a minimum speed. This is obvious from experiments I've described: Below a certain speed all feedrates seem to. be trwated the same which is at lwast obvious from the same pitch of the stepper and also the move taking the same time for the given distance.
Inductive. A take on the LC topology but it does away with the coupling cap and instead the return path is switched. Interesting that someone else knows about that sort of stuff. Most people seem to only ever thing about RC topologies (to be fair I've seen
one machine that used what is basicay a buck converter to charge the caps lossless). Anyways my intentions is to get the waveforms, the dependable discharge current and especially the ~2 kV open gap voltage compared to the maybe 70V some guys are running. The circuit does burn nicely in low power experiments so far. It needs to be reworked from the EMI side before the power and rise times can be upped.
So yeah is there an easy way that lets me compile a variant of marlin2 that runs as slow as you tell it to?
Anonymous
7/15/2025, 5:46:37 AM
No.2931522
[Report]
>>2931767
>>2931511
>Below a certain speed all feedrates seem to. be trwated the same
It could be that you're running into integer rounding issues, though that doesn't seem quite right, especially not with Marlin 2. Have you done a custom build of Marlin for this machine? There may be a setting in there about minimum feedrate. Even if that doesn't fix things, it's still a handy idea so you can set certain GPIOs to output high-speed PWM. That's what I did for my Ender 3 V2 laser engraver. You could also try some other software, like GRBL or whatever.
My idea for an EDM driver is as shown. I'd store energy in an inductor by keeping Q3 turned on while alternately turning Q1/Q2 on like a buck converter to reach a desired current. Then the g-code would release this energy into the workpiece by turning Q3 off, making a big voltage spike at the inductor until it flashes across the tool. I think you could make it produce bidirectional pulses by making it a full H-bridge, but that would require more HV-rated transistors.
The important part of my design is that it doesn't require an expensive AC-to-DC converter, any existing LV supply like an ATX or even a deep-cycle lead-acid battery would do the trick.
2kV sounds challenging to switch, though these days with SiC transistors it's hardly out of the realm of possibility.
Anonymous
7/15/2025, 6:59:32 AM
No.2931531
[Report]
Wow this was a cheap upgrade. TPU here I come.
>>2931278
so I did considered a belt but the issue i think of with the belt is how I need the strength of the geats since the 2 spools would be tightening around the strap so if i used a belt then it most likely wouldnt be strong enough to keep it tight without coming out of its socket. also the housing it needs to be in is fairly small so having the gears be a bit larger while also contacting each other would be ideal to kep its strength incase i move around alot.
>>2931318
actually yeah im overcomplicating it with a 5th geat so just doing 4 should be fine and make it eaiser to put together at least. honestly the only reason why i didnt want the crank to come out from the top was because I didnt want to have my hair caught in it 1 but mostly I think it looks better on the back with the knob on the back next to the ratchet release. if by meshing you mean only using 2 gears I was thinking that but I realized that i needed the gears to have a bit of a distance apart as the spool would increase in diameter as the strap enxases the spools so this was my way of fixing that problem by giving them some distance plus it would allow the gears to be at least a bit smaller. the yellow gears are just Bevel gears because thats eaiser to print and eaiser to align then using a Miter gear or worm geat.
This is probably the best way I can explain it without the previous diagram. but the Bevel gear (Yellow gears) would turn the misc gear the direction I need it to go, another gear is there to act as the 4th gear to make the to end gears go clockwise and counter clockwise but also something thats aligned so it can stop in place from turning a specific direction. then when i want to take off the googles i would hold the release button and take off the gogglesand releasing it would lock it back in place. I could probably find a way to turn the nob into both the release and the tightner but thats for another version. Sorry for the shitty drawings but this is how id explain it.
>bored, browsing makerworld/thingiverse while doing bigprint job
>general page is mostly crap like capeshit figurines and print in place wiggly shit
>switch to more functional tabs like household, tools, etc.
>shelf but harry potter, pencil holder but star wars, phone holder but batman
I do get annoyed at how much of the 3d printing scene is just useless crap that would be $3 for an injection molded version off of alibaba that'd be far higher quality. I wonder if the things people design/publish would be better if the average consumer had a large build plate and the ability to print non-pla materials.
Anonymous
7/15/2025, 8:24:03 AM
No.2931538
[Report]
>>2931537
most of those sites I like to visit while working aswell but mainly to look through tags for things I know im bad at modeling or would probably find somethign quick that would help me out for a specific thing i need. Im not suprised that theres a lot of normie shit out there since the demographic for 3D modeling goes inline with the art crowd and they're big dweebs that like cape shit and know they could probably make some money off of some guys that think the same way too.
Personally I just like looking through the sections for tools, machinery stuff, and Airsoft since theres a large community of people using 3d prints for cheaper airsoft equipment. lots of fun in all honesty.
Anonymous
7/15/2025, 10:32:52 AM
No.2931548
[Report]
>>2931550
>>2931537
The stuff thats actually worth 3d printing has like 14 lifetime downloads. 3d printers have really only taken off with engineer types and capeshit normies. The engineer types will spin up a file thats actually useful and get 12 downloads from other engineer types. The rest of the market is just normie consoomers who print autism dragons and all around dogshit. They like to updoot all those prints too so the good stuff just gets buried.
3d printing hasnt really hit the everyday working class normie. Just capeshit nerds and engineers. Bambu labs printers kind of brought some normies into the fold, but I think the mountain is just too hard to climb for most despite how piss easy it is. Theres just too many barriers to entry like knowing how to orient the print, slice it, what materials to use, where to get files, how to make your own files, etc etc. Knowing how to 3d print is basically a skilled trade as silly as it sounds. You can learn a lot of the basics in a few days and be competent enough to be dangerous, but it takes a while to get skilled at and really unlock its usefulness.
Anonymous
7/15/2025, 11:11:53 AM
No.2931550
[Report]
>>2931548
3d printing for normies should be like regular printing, something that most people just go to a shop in their neighborhood a couple of times in a year
we are not at that point
Anonymous
7/15/2025, 12:13:53 PM
No.2931554
[Report]
>>2931636
>>2931667
>made in India
Anonymous
7/15/2025, 2:05:53 PM
No.2931573
[Report]
>>2931785
>>2931533
is that a vr strap? do you really need the 90º mechanism? do you really need the adjuster in that axis? why not a know above or bellow the strap
also i recommend against the ratchet mechanism, that thing needs to be adjusted via friction
you are overdesigning it a ton. i know that you are copying how the professional ones are done, but those sell thousands of units, they need to optimize as much as possible, anon you will get 90% of the value with a much simpler design
Anonymous
7/15/2025, 2:34:21 PM
No.2931579
[Report]
>>2931785
>>2931533
anon, just buy an elastic adjustable ski goggle band.
you're adding a LOT of complexity to something that needs to hold quite a bit of weight, and i assume you're either using this for things like beatsaber or porn, so you want it to not move, but honestly, you would be better off just buying a welding helmet and mounting the VR goggles to the full head harness.
Anonymous
7/15/2025, 8:04:47 PM
No.2931636
[Report]
>>2931554
>grass
It's grass that has been through the cow, isn't it?
Anonymous
7/15/2025, 8:36:43 PM
No.2931641
[Report]
What is a decent RH to store my PLA? I am worried about it becoming brittle if I keep it in low humidity for too long.
>trying to burn up half a spool of filament that has been sitting out for years and turned to shit from the ambient humidity
>layer adhesion is weak, but I can deal with that by printing wider/chunkier things
>have had two prints fail entirely because the extruder gear starts chewing up the filament until it gets a flat spot and the gear loses its grip and can't push it anymore
What can I even do about it? Disable retraction?
I'd like to avoid just throwing the whole spool in the trash. I managed to use up the other spool that was like this, though it only had the poor layer adhesion and wasn't suffering this flattening problem.
Anonymous
7/15/2025, 10:30:06 PM
No.2931665
[Report]
>>2931746
>>2931645
Slow the printer down, adjust extruder clamping force, or get a better extruder.
Anonymous
7/15/2025, 10:36:16 PM
No.2931667
[Report]
>>2931554
Covering the world in shitty unnatural grass isn't enough now they'll grow it for filament too? If they can use grass from mowed lawns it could be something I guess
Anonymous
7/16/2025, 12:47:09 AM
No.2931697
[Report]
>>2931785
>>2931533
Why exactly do you think you need the gears to turn counter to each other? They'll wrap or unwrap at the same rate regardless of how they're meshed.
I thought I was imagining it at first, but no, the front legs are in fact 0.1mm larger in diameter than the back legs.
Guess I'm making specific front foot pads and back foot pads now. (the goal is to have them be snug so they dont come off when you pick up the chair)
Anonymous
7/16/2025, 1:20:12 AM
No.2931704
[Report]
>>2931702
damnit forgot the picture.
Anonymous
7/16/2025, 2:39:16 AM
No.2931714
[Report]
>>2930155
You can also still use that one mosaic company's thing that fuses filaments together so it comes into the printer as a single unbroken ffilament that changes color/material at just the right time for it to be ready to start printing the new material with minimal to no purge requirement. Not as flexible as tool changers but better than unloading and re-loading filament every time you need a different material or color.
Anonymous
7/16/2025, 2:45:30 AM
No.2931717
[Report]
>>2931742
>>2930126
>>2930138
>>2930147
Physics major here: Theoretically it will eventually reach equilibrium even at room temperature, but it might take a very long time. Potentially "arbitrarily long" (ie for all intents and purposes "never") but I couldn't say for certain. It is entierly possible that it will slooooooowly dry over the course of days, weeks, etc, especially if you have a really high disequilibrium between the relative humidity of the air and the relative humidity of the filament.
It's because of vapor pressure and probabilistic shenanigans. Eventually statistics say that a given trapped water molecule will, by an obscenely lucky set of collisions, gain enough energy to break free of the plastic, so as long as the disequilibrium is maintained, it should keep drying regardless of temperature.
>>2929403
If you want a warmer chamber, couldn't you also get some flat heating elements like pic related and just kinda have the wires slid in through a little gap or under the door or something, then power them from an external supply?
Anonymous
7/16/2025, 2:58:29 AM
No.2931725
[Report]
>>2931732
>>2931722
sorry like pic related.
Anonymous
7/16/2025, 3:17:38 AM
No.2931732
[Report]
>>2931733
>>2931722
>>2931725
Or you could use the heater that your printer already came with and the energy you already used.
>>2931732
That would be ideal yeah. I had no idea if you were trying to just get it a little warmer or really crank it up.
Anonymous
7/16/2025, 3:22:11 AM
No.2931736
[Report]
>>2931800
>>2931733
It should be possible to get up to around 70C just with the heated bed and insulation and that's all that commercial printers are really good for.
Anonymous
7/16/2025, 3:29:49 AM
No.2931742
[Report]
>>2931702
If you use TPU you wouldn’t really have to worry about 0.1mm size difference. And they wouldn’t scratch the floor.
>>2931717
In practice I think he’s trying to get at the idea that there are threshold temperatures for different modes of water being trapped in a plastic. That the vapour pressure of water for each of these modes as a function of temperature is a sigmoid curve, with the threshold temperature being at the sigmoid’s steepest slope. I don’t know if this is true, or if it’s just multiple exponential curves, but from personal experience I know trying to dry PETG at 55C is simply insufficient, even when you leave it drying for weeks.
>>2931722
I think adding insulation is both cheaper and safer than adding active chamber heating. At some point you’d want to add both, but I’d prefer that the heating elements be driven by the printer mainboard, that way you can wait to start a print until the chamber is up to temp, and implement thermal runaway protection.
Anonymous
7/16/2025, 3:41:09 AM
No.2931746
[Report]
>>2931786
>>2931665
>Slow the printer down
Why would that help? The compressive force on the filament is still going to be the same.
>>2931522
>Have you done a custom build
Yeah the machine is some piece of trash I got second hand and the manufacturer (anycubic?) doesnt offer marlin2 for it but I wanted some of the features. I kept the motion board and made bare minimum changes to vanilla marlin to make it work.
My whole reasoning was that I might get this to work quick (that time is long gone) because as it turns out whatever drive I use needs shielding and can not just be wired up flopping in the breeze. The printer is fully enclosed and I figured it would be decent enough shielding and it having it's own PSU provides some galvanic isolation to the mains. So if there's no obvious thing people know about I might see if I just want to put more effort into a ram or still go with abusing the printer. Part of the idea was to leave the printer in a state where I can quickly change from one configuration to the other and back should I need the printer.
>keeping Q3 turned on while alternating Q1/Q2 like in a buck converter
>the g-code would release
Are you sure you know what you're doing? It might be that I didn't get the principle of operation from your description and schematic. But I'm afraid it might also be that what you're explaining and showing makes little sense. I'm still surprised peoole randomly know about the inductor topologies. So I'm confused now.
Regarsing the G-code part: EDM operations usually call for a certain spark gap length and surface finish and you determine parameters based on that and factors like electrode and work material and dielectric. Once you chose that you just have an oscillator stoically go on about its business. No need to put lines in G-code for individual sparks, the operator doesn't even know how many (countless anyways) discharges a part of the geometry needs. So... discharge 50.000 times then advance in a certain direction? Seems like alot of repetitive G-code.
>Bidirectional pulses
You usually don't want that. (cont.)
>>2931767
(cont.)
Process polarity is usually decided on at the same time as other parameters and again it is then usually kept throughout the cycle.
>doesn't require an expensive AC/DC converter
Honestly none of the known designs do that. The process is generally very insensitive and so easy people are usually more concerned in stopping 'EDM' from happening than the other way round. That's how accessible the process is. Happens unintentionally all the time.
>2kV soundschallenging to switch
Not really thats entirely trivial but it's also misssing the point. You're not supposed to switch 2kV (well I didn't seem to be able to make sense of your concept so maybe your concept somehow includes hard switching open gap voltages).
>SiC
it's got nothing to do with SiC devices really. Solid state switching of ~5kV or so has been a common thing for ages.
Anonymous
7/16/2025, 6:58:57 AM
No.2931780
[Report]
>>2929403
You need to cover the back panel as well. I need to cover the bottom and the top glass.
My dirty ass glass needs to be cleaned.
Anonymous
7/16/2025, 7:02:40 AM
No.2931785
[Report]
>>2931800
>>2931573
Honestly I do like to overdesign it but I do see your point with the different dials and shit. also since
>>2931579 also asked its not for VR or porn. I have some goggles I like to use for safty glasses that have a good impact resistance but I fucking hate having to replace the elastic every now and then so i wanted something more permnant. If anything I would probably also put it onto my airsoft goggles too when I go out with my buddies since that would be nice too. the ratchet mechanism is to keep it in place.
>>2931697
i need the 2 sides where the spools to be evenly spaced since it would kinda help with balance while its on my head.
>>2931746
Your heater block will provide a lot more viscous friction at higher flow-rates. Though if you’re at like 5mm/s already then going down to 3 probably won’t make a difference unless you’re using a 0.2mm nozzle.
>>2931767
>Are you sure you know what you're doing?
Long back-burner project, I’ve not put too much thought into the actual implementation. I just saw that open source EDM PSU on YouTube and thought the design looked like shit. By G-code I meant setting a PWM output or maybe an analogue output that goes to some sort of controller, as opposed to having an external standalone pulse controller. Because not just duty-cycle, but frequency and polarity are things you might want to dynamically adjust.
It might be entirely possible to just ditch the half-bridge for a fixed tie to V+ and just use the single HV transistor and give it a PWM duty-cycle from the mainboard (heater drive pin would work). But something tells me being able to keep a constant current in the inductor would give better control. And yeah I’d probably fry a hundred transistors before getting it to work, inductive spikes are no joke.
>You usually don't want that
Oh? I see a few articles here and there toting the benefits of bipolar EDM for material removal and galvanic corrosion, but maybe it’s just not important on a hobby scale.
>>2931771
>Honestly none of the known designs do that
The cost-optimised capacitive designs I see from “makers” do. Like a 72V PSU that slowly charges a low-ESR/ESL capacitor bank with a massive power resistor. My impression was that 12/24V was too low for effective EDM operation.
>You're not supposed to switch 2kV
Well either your switch can handle 2kV across its terminals without breaking down, or you’re switching into a transformer.
>Solid state switching of ~5kV or so has been a common thing for ages
I guess, but SiCs are taking over the jobs of IGBTs in industry for reasons, I’d assume they’re smaller, faster, and make less heat.
Anonymous
7/16/2025, 7:08:46 AM
No.2931787
[Report]
>>2931889
>>2931771
>>2931786
Oh there was one guy on instructables or wherever who just used 170VDC rectified mains to charge up his capacitor bank, no isolation transformer or anything. Kinda scary to be honest.
As a new radio amateur I think I signed away my ability to knowingly emit unwanted EMI.
Anonymous
7/16/2025, 9:48:24 AM
No.2931800
[Report]
>>2931733
>>2931736
dont forget the extruder heater
>>2931785
anon the need on vr for a that kind of strap is that the headset is heavy, you dont need that much with a comparatively lightweight googles
could you post a photo of the googles?
>>2929448
PLA is literally the strongest consumer grade filament that exists.
Anonymous
7/16/2025, 4:05:31 PM
No.2931856
[Report]
>>2931853
the problem is its extremely poor creep and thermal resistence and crack coming from pure stiffness
>>2931787
There was a guy on instructables or a similar platform who advised on hooking directly up to mains and manipulating the gap while keeping an eye on a lightbulp, that's also the current limiter, to judge if the gap is open, short or just right.
>knowingly emit unwanted EMI
When do you 'emit' EMI, when it leaves your premises above - 130dBm? Good I'm in the clear. Also EMI is just a part of life and nature.
>>2931786
>open source EDM on YT
it was either that RackRobotics thibg or the G-EDM thing... would be my guess.
>setting a PWM output
I don't think existing g-codes allow you to do that but I agree it would be good userinterface design to just write your own.
>dynamically adjust
thats the thing I've alluded to. Ofc there is merrit in having a machine just toil away for days on end without supervision until whatever is finished. But that needs a high level of sophistication and stability to begin with and like I've said it is 'genereally' not what you see in practice. People tool up, set parameters and run an operation and manually intervene again if say smoothing passes are needed. At any rate I want to get my stuff working first and then maybe if I find it feasible add convenience features.
>constant current in the inductor
The current in L will not be constant. And ywhat you're explaining here will not enable you to keep it constant. The body diode will be forward biased the instant you switch Q1 off. A diode would do almost the same but at higher losses. Switching on Q2 then does hardly anything but as a N-ch FET it's in there the wrong way round anyways, provided I do now understand what you think you are doing. Also the complementary gate driver output stage is not really what you want to do or people do in general.
>Inductive spikes are no joke
>Transistors
Thyristors my friend. I never knew why some people can't into thyristor in their HV designs. You can do alot with parasitically turned on thyristors.
>material removal and galvanic corrosion
Anonymous
7/16/2025, 6:51:51 PM
No.2931894
[Report]
>>2931970
>>2931889
idk how galvanic corrosion is related or desireable now but yes
EDM generators have reversible output polarity. This way you can trade speed for electrode wear and also skim off recast layers.
Again: Those things are parameters you choose before an operation and they dk not change during runtime. I doubt just alternating gives you the best of both worlds and I doubt articles you read (did you?) really suggest running pulses of alternating polarity.
>cost-optimised capacitor based designs
You talked about expensive PSUs. I've seen those guys. Some run unregulated self built PSUs and others run dirt cheap SMPS. Most of the designs work with either, some require a SMPS because the designer relies on the SMPS output filter which will probably kill it in fast order.
>12/24V
The literature shows great concensus that the gap voltage will never go below 50V and ionization will not occurr below 50V.
>2kV
>Devices fail at some point.
Yes that is obvious. You'll find the amplitude itself itsn't your enemy. It's dI/dT and dU/dT.
>SiCs take away IGBTs jobs.
Not really. IGBTs have always been an abomination but had and still have their place. If you check what is currently available you'll see that SiC MOSFETs do not replace IGBTs.
So how do I make 'Anycubic' run slow like F1 or F0.1?
Anonymous
7/16/2025, 7:31:07 PM
No.2931911
[Report]
>>2931957
>>2930013
this is one reason why I enjoy having multiple printers. Parallel printing makes things much quicker.
>winter 2023 decided to do HSW for my "work bench"
>based on sizes of panels and the area I would put them I needed 21 panels
>used 4 out of 6 printers to print the panels
>took 2 hours and 45 min per panel.
>stayed on a tight schedule to have prints start within the 15 min, so ever 3 hours have a new print started
>start all 4 prints at 7 am.
>5 batches of 4
>last batch of 1
>7 am start o printing and the printer finished the last one at 12:45ish
Anonymous
7/16/2025, 10:46:05 PM
No.2931957
[Report]
>>2931911
I agree with you here. I think having different printers with wildly different characteristics is nice too. I am a bit biased because I ended up with several different printers with wildly different properties without actually setting out to do that. But I have a qidi x-pro with dual extrusion heads for multi-material/color printing, a z18 for large volume prints (actually 3 now, but the 2 new ones are still being tinkered with), a K1 SE for high speed and high reliability/ease of use, a formlabs resin printer for super high detail and isotropic strength, etc, etc.
Anonymous
7/16/2025, 11:09:21 PM
No.2931962
[Report]
>>2931853
Depends what you mean by strength. It is very rigid but its inflexibity means it can snap and shatter. And it warps in hot environments and degrades in UV.
If all you want to do is make doodads that'll stay indoors forever it's fine. But if you wanna make things for your car It is incredibly unsuitable.
Anonymous
7/16/2025, 11:26:05 PM
No.2931966
[Report]
>>2931984
>>2931853
PA and PC are stronger.
>Set up new printer, get it calibrated with the spool of trash that comes with it
>When I'm happy with the quality and reliability I swap to expensive polymaker filament
>I can't even do calibration test prints because the shit refuses to stick to the bed
I've got some glue sticks coming today so maybe that will help, but I haven't heard of people having problems getting PLA to stick to PEI before.
Anonymous
7/16/2025, 11:41:39 PM
No.2931969
[Report]
>>2931979
>>2932026
>>2931967
clean the bed with soap and water, and stop touching it with your fat sausage fingers
Anonymous
7/16/2025, 11:41:51 PM
No.2931970
[Report]
>>2931997
>>2932002
>>2931889
>The current in L will not be constant
Well you alternatingly turn on the high-side and low-side transistors while using the current sensor for feedback. When just the high-side is on, current will linearly increase. When just the low-side is on, it will slowly decrease as energy is dissipated
>A diode would do almost the same but at higher losses
>wrong way around
Yeah, it’s called a synchronous rectifier or synchronous buck converter, and it’s used all over the place where high-power efficiency is important. If you’re storing like 10A or more in the inductor, that 0.7V diode drop gets brutal.
>thyristors
I don’t think you can use a thyristor for a what’s basically a boost converter? Maybe for a discontinuous-current buck converter. They suit capacitive designs, but I don’t think they make sense for inductive designs.
>>2931894
>parameters you choose before an operation
See “A Bipolar Pulse Power Generator for Micro-EDM” by Yang et al. Their schematic is basically just an H-bridge feeding an inductor in series with the workpiece, plus a HV transistor in parallel with the workpiece. Considering I’m only seeing reference in scientific papers it’s not widely used at all. It’s real though.
>You talked about expensive PSUs
>Dirt-cheap SMPS
I suspect our definition of expensive differs, and that we’re both referring to $200 72V Meanwell supplies.
>If you check what is currently available you'll see that SiC MOSFETs do not replace IGBTs
Well SiC power modules do exist, and some power engineer I spoke to said they’re using them instead of IGBTs, but I have no idea about the state of industry.
>how do I make 'Anycubic' run slow like F1 or F0.1?
Maybe it is a rounding issue. Looks like Marlin removed mm/minute in 2015, but I’m unsure if that makes a difference. See this:
https://3dprinting.stackexchange.com/questions/6245/marlin-minimum-x-y-feedrate
Have you calculated what the microstep pulses per second will be?
Anonymous
7/17/2025, 12:04:21 AM
No.2931979
[Report]
>>2932026
>>2931967
>>2931969
Btw you have to really scrub it. If you've ever had to clean your glasses you can imagine it's the same thing. You can't use a dirty scrubber, lots of warm water and a clean sponge is required.
>>2931966
Those aren’t consumer filaments.
Anonymous
7/17/2025, 12:31:41 AM
No.2931990
[Report]
>>2931984
>freely available on the consumer market
nice semantic bullshit
Anonymous
7/17/2025, 12:56:07 AM
No.2931993
[Report]
>>2931984
Seen PA at microcenter. It has entered the consumer level.
...I'd say PLA is the most consumer filament, with anything that requires specialized beds/hot ends/enclosure/extraction being more prosumer.
Anonymous
7/17/2025, 1:05:35 AM
No.2931997
[Report]
>>2932017
>>2931970
>have you calculated...
good call. I will pull the steppers plug and get an osci on there to see what I'm getting and maybe figure out ehat sort of integer variable or idk might be fucking up my shit.
>EDM generators
I'm not sure if were shitting up the thread by now and perhaps should discuss this somewhere else. Few quick pointers:
E=0.5L•I^2. As soon as you dump any E into the spark gap, which is the end goal, I WILL be greatly reduced since L is a constant. So current will not be constant. You will never switch fast enough, let alone get feedback from a hall device, and process it, fast enough, to keep up with the GHz signals you're getting from insulation breakdowns. Also since you don't choose Vin equal to the open gap voltage (the whole point) I will drop anyways as the potential difference over L is reversed and escalating in quick order.
>Buck converter
Yes. But you want to make a buck cobverter with an intentionally shitty output filter. You said it yourself: Diode or FET (right or wring way round), you will be wasting energy. Only to have a lower floor for the stored energy at any time (there's an easier way to do this btw, had to do that once). Use case for the stored energy? You pump her up and let her fly. Insert dead time if it's needed for thermal reasons. Then start again fron 0.
Know films where they show medieval archers using longbows at the ready to let go? Pull out a bow like that and you'll know why no one would do that. You pull such that you're just ready to let go when it's time. Same here. No reason storing excess energy only to waste some of it. Also switching will be harder, the miller plateau will be pronounced.
It's the same like driving the gate between 0V and 12V. Using a complementary stage. I'll just say: Perhaps work on some simple things like some nice gate drivers for soft switchibg of ancient IGBT modules, some motor drivers... You'll develop a hand writing and you'll collect a set of structures you like to use.
>>2931970
It defintely happens on all axis. I've ran experiments on X. I've set jerk to 0 aka all moves require acceleration. I speculated it could be a weird implementation of jerk. It is not. It looks like 20 or slightly above is the cutoff. All values below 20 result in 25 seconds per 10mm or 24mm/min. I chalk the 4 up to manual time measurement and the acceleration and decceleration.
I have 80, 80, 400 steps per mil set. Interestingly when setting X to 160 (since nothing mechanical has changed and microsteps are the same any move will now be double) a relative G0X5F1 move takes 25s. So same as before. This implies marlin2 does not have a lower speed limit in units/min and the culprit seems to be a steps/min limit. 1920 steps per minute or 32 per second. I do have a few motion boards I could cobble those on. But I think it would be quicker to flash something else on the existing board to try and see if its marlin2. Suggestions?
Anonymous
7/17/2025, 2:23:49 AM
No.2932004
[Report]
>>2932017
>>2932002
It must be the timer. 32 is just suspicious asf. They are probably using some counter for pulse generation. I bet you get a register for compare that the program preloads for the desired speed, then resets the counter and on compare the counter is automatically reset and some output toggles. Naturally there's a largest N bit value Marlin can preload. So beyond that it can not count any slower unless one rewrites it or ripple counter on the output or other weird solutions.
Anonymous
7/17/2025, 3:05:32 AM
No.2932008
[Report]
>>2931984
What does that even mean? You can find both for under $30/kg and they can both be printed with an unmodified machine under $300. If you just meant "commodity plastic," PMMA is a commodity plastic and it's stronger and you can buy it as filament.
>>2931997
Oh yeah I wouldn’t ever need the half-bridge topology. I am moron. Full-bridge, maybe if I wanted to do bipolar bullshit, not a priority.
>It's the same like driving the gate between 0V and 12V
>Using a complementary stage
I have yet to read anything implying there’s a problem with shoving more and more gate drive current into a FET for faster switching, beyond exceeding the device’s maximum gate current. And needing a snubber on the switching node. That said, it is somewhat wasteful to spend time and current charging/discharging below the threshold voltage and above the recommended conduction voltage. If you have any recommended reading with regards to advanced gate driving waveforms, I’d be happy to learn. I’m designing a motor driver where it’s even more important because I bought cheap FETs (GL200N06) with high gate charge.
The Rack Robotics V2 uses a synchronous buck converter instead of a resistor to charge up its capacitor bank, I guess it’s an option to make a capacitive unit with a (synchronous) boost converter charger instead. Worth considering if I can’t get a big enough inductor for a powerful enough single pulse. Don’t suppose a big laminated MOT core would work, would it?
>>2932002
Logical counter as a clock divider going to the stepper driver? It could lose precision unless you use an up/down counter with the DIR line controlling count direction.
>>2932004
Hmm, slowing the system clock might do something. I’m not sure if you can change that in the Marlin configurator.
Anonymous
7/17/2025, 4:22:57 AM
No.2932023
[Report]
>>2931645
I cranked the nozzle temperature 20 degrees higher and it seems to have fixed it enough that a print was able to actually complete.
Anonymous
7/17/2025, 4:42:13 AM
No.2932026
[Report]
>>2932034
>>2931969
>>2931979
I scrubbed the plate and applied the glue stick and it still wouldn't stick. I think the problem was that the spool that came with the printer was some sort of low viscosity rapid PLA, I had to turn the extrusion ratio on it down to .97, which is apparently not enough for the polymaker. At 1.02 I've at least got the brims holding, I'm running an extrusion multiplier test print now but I had to cancel all the negative ratios because the first layers tore up, I think 1.02 is still too low.
Anonymous
7/17/2025, 5:14:07 AM
No.2932034
[Report]
>>2932052
>>2931967
>>2932026
What about turning up the nozzle temp/bed temp on the first layer?
Anonymous
7/17/2025, 6:28:31 AM
No.2932052
[Report]
>>2932063
>>2932034
It wasn't an adhesion issue, it was the flow rate. I've got it calibrated now at 1.18, which seems unreasonably high but that's what it's asking for. With the glue stick on there I can barely get the parts off even after letting it cool.
Anonymous
7/17/2025, 7:30:22 AM
No.2932063
[Report]
>>2932067
>>2932052
Weigh a test print and compare it to the slicer’s estimated weight. Measuring and setting extruder e-steps from filament movement when not printing should give you a correct reading since the extruder shouldn’t slip, but who knows in practice.
Anonymous
7/17/2025, 7:52:18 AM
No.2932067
[Report]
>>2932071
>>2932063
Not trying to be a dick, genuine question: why would I care? If my current setting doesn't give me any over- or under-extrusion problems, what does it matter how much the slicer thinks the print should weigh?
Anonymous
7/17/2025, 8:03:55 AM
No.2932071
[Report]
>>2932077
>>2932067
Well it gives you an idea of whether it should be fixed by changing your e-steps/mm in the printer firmware itself, or if it’s a matter of the filament/temperature/nozzle combination. If you swap to a different filament, will you need a different ratio?
Anonymous
7/17/2025, 8:24:11 AM
No.2932077
[Report]
>>2932071
I just swapped from a filament that needed 0.97 ratio to one that needs 1.18, so probably.
Anonymous
7/17/2025, 8:54:00 AM
No.2932081
[Report]
>>2932017
Im absolutely foaming at this point because it seemed like a 'simple, accessible and acceptable solution' for a problem but this is getting out of hand already and I should maybe reconsider if I really want to roll with this.
The motionboard in there seems to be a RAMPS1.4 mostly. I wont swap it because a few things about it gave me headaches.
Got some TMC based step sticks lying around. Also figured the SD is on the SPI. I'll cut the SD, swap in as many TMC as I have (Z would need 2) and put them on the SPI (theres a few pins labelled 'servo' that are in a good place to be CS). Configuring 256 steps per should give me 16 times slower movements or 1.5mm/min. If my theory why the weird behaviour is correct.
Rebuild marlin and with little luck we'll be rolling real slow like a G soon.
>a problem with shoving more and more current into
Well the absence of a gate resistor would imply currents approaching infi ity anyways. But I took the whole thing mostly as a schematic overview that omits details. There is no 'problem' with that which is why I would generally expect to see 20V, maybe 15V, if there is no good reason not to. This has bothing to do with the current in and out of course but saturation or similar effects (depends on transistor technology) and also the fact that you probably want some immunity against shit sliding across your miller capacity.
>for faster switching
Sure. When soft switching giver her hundrets of amps on the gate. Just make sure to impedance match the line and add minimal dampening if needed... when soft switching. Which is not what you want to do. I've mentioned it before: When hard switching dU/dT will fuck with your gate, you can literally short the gate to source but the bond wires impedance is enough to enable parasitic turn on when you do things like that. Active miller clamping wont even save your ass.
>maximum gate current
Not sure but I dont think I ever saw a datasheet specifying maximum current in or out of a gate.
>>2932017
(cont.)
In case of a bipolar device and it's base thats ofc an entirely different story.
>wasteful to spend time
You're not 'spending time' on further charging the gate past threshold, the device is 'on' so further charging happens in parallel
>wasteful
See above.
>If you have and recommended reading
I can give plenty of literature advice but none of it will be
>advanced
since without trying to insult I really feel you need to understand and especially experience some basic issues and remmedies to begin with.
On a sidenote if you really want to get a starter on (gate) driving waveforms check out the BJT based circuits for the horizontal deflection in late, very large CRTs.
>designing motor driver
like I said that's one of those things I'd do. Because you can get some hands on experience without diving into things like unclamped inductive switching first thing only to be looking at the scope totally confused.
>buck converter
Yeah I went through their files and must say I appreciate it's one of the very few projects that do the label 'open source hardware' justice.
>capacitive unit with boost
It's never purely either. The inductor unit will always rely on the spark gap and other parasitic capacities. Without you couldn't even simulate that stuff. And it would break the matrix if you built that. But yeah you could just add more C to that up to where it determines the characteristics of the output. But is that worth doing? You still need caps that survive the abuse. If you want to stay around 100V why even bother. If you want to go kV thats going to be expensive caps.
>a big inductor
Come on now. Thats not the way to go. I'll leave it to you to figure out why.
>laminated MOT
Picrel is the response of some laminated choke when you vary the current going through slightly. Probe is 1:10. I'd say it can definately store the energy you want and produce the open gap voltages you want. But you want a small inductor.
>slowing the clock
Good call again. Prescaler?
Anonymous
7/17/2025, 10:49:31 AM
No.2932101
[Report]
>>2932183
>>2932087
>I really feel you need to understand and especially experience some basic issues and remmedies to begin with
Ok imma just google why I should care about the miller plateau. By “advanced” I meant other than just slapping an IR2184 on it and making the traces as short as possible, which has been my strategy up until now. Well that and boosting it with a ZXGD3006 or whatever. Guess I’ll be adding a transmission line or three to my spice models.
>It's never purely either
Yeah, but it’s more about the design principle. Where energy is primarily stored.
>If you want to go kV thats going to be expensive caps
Preventing overvoltage is something I was thinking of doing with some sort of transistor-clamp that turns on and dumps power into a resistor before the spike gets too high, relying on capacitance (implicit or from capacitors) to slow the dV/dt enough to react. In normal operation, you’d prefer it if the electrodes were always close enough to avoid this, but better safe than magic smoke.
>Thats not the way to go
Bigger inductor core means more energy storage for the same inductance before you saturate, and allows you to use thicker wire with lower ESR, and wind further apart / in fewer layers to minimise inter-winding capacitance. I see no downside. Winding the inductor is a balancing act to get a sensible desired dI/dt rate. Too fast and you’ll be eating switching losses. Too slow and your material removal rate will suffer, but if it’s a machine you can leave on overnight it’s not the end of the world.
Anonymous
7/17/2025, 10:57:10 AM
No.2932103
[Report]
>>2932087
cont.
Changing the clock prescaler efuse in the AVR would likely mess with other things. Not just the stepper speed, but the signals to other parts of the unit will all slow down (e.g. SPI to the SD card, comms to the screen, wait g-code commands, fan PWM, etc.). If you can find and change the desired clock-speed the Marlin build vscode thing, you may be able to rely on its HAL to factor out the altered clock speed before compiling all the comms and PWM and wait g-code timer stuff.
You could even attempt to dive into the source code and shove some cheeky bit-shifts on either side of a limiting operation. It would take a while to find it, but it’s probably pretty doable to analytically consider two different feed-rates (e.g. 100 and 1 mm/min) and calculate how they pass through the relevant functions that ultimately send out the step pulses. The hardware abstraction code will actually make this more difficult, though since they’re probably rounding a number up purposefully to avoid rollover or just a zero feedrate, maybe that rounding step will be obvious regardless of HAL. If they use hardware timer/counters for the step pulses, you might be able to change a prescaler in just the relevant timer/counter register.
Enabling debugwire and going in clock-cycle-by-clock-cycle with the actual hardware would in principle be easier, if you want to shell out for an Atmel Dragon or whatever it’s called.
Whew, now we’ve covered both /ohm/ and /mcg/.
Anonymous
7/17/2025, 1:59:26 PM
No.2932113
[Report]
>>2932187
It has been 6 months of side work trying to make an Mega X to work properly. 5/1 prints is not a failure. I tune it constantly and it is a misery. Installed BLTouch as well. I hate it. What is a proper FDM printer that will work. I do not want to recalibrate every print. I do not want to wrangle warping sides. The whole rig feels like a chinese chymera.
The recomended list still has a Mega X, it is bad. I want a midleware.
Anonymous
7/17/2025, 8:36:45 PM
No.2932183
[Report]
>>2932187
>>2932101
>and dumps power into a resistor
If your control over that is fast enough OR your coil slow enough (it won't, not by virtue of natural parasitics from it's geometry) that might work but:
This might be entirely redundant. Read into single pule avalance rating and unclamped inductive switching tests. The rating approaches 1J in some TO-247 or DPAK devices already. All you'll then have to do is detect that this occured and reduce power until you detect we're in business again. And you have an entire cycle to do that.
>slap IR2184 and short trace
so you literally do mean that? Good thing you're using drivers now, this one is just weak asf but then again you somehow always end up with discretes when you want to switch soft & fast. Now the thing is: You should at least use gate resistors. Maybe you got away because of internal gate resistors, low charge and low transient responses. The gate resistor not only saves your driver, it terminates the line and dampens oscillations (you always have more than 2 discrete energy storages in a system like this), once it oscillates in something like an inductive switching application you are on air.
>Relying on capacitance to slow dV/dT enough to react
See above. You're in the 1e7 , 1e8 Hz range using a decent inductor. Give coil64 a go and you'll see that the implicit option isn't really feasible. But: Now you're sacrificing the whole promise of the design. High dI/dT in the spark. It's not really your reaction time for the dirty fix. Every design will have an issue with it if its unclean: The transient will cause parasitic turn on. Even active miller clamps won't save you. With a really clean design you might get away with no C except what the coil and switch bring with them. But this definately means alot of design work on the gate trace and you will be driving it well below 0 and above 12V if you want a chance.
>In normal operation
Never trust normal operation. Always design for the fault scenario. Sidenote: (cont.)
>>2932183
Sidenote: Consider an etched spark gap on your PCB as a last line of defence. But monitor it. It wont last forever.
>Bigger inductor core means more energy storage
>thicker wire, less ESR
Yes. I agree.
>minimize capacitance
See above. Also you yourself wanted to even add lumped components to provide the parasitics.
>Too fast and you'll be eating switching losses
Delay ?
>I see no downside.
I have no intention to spoonfeed you peoples designs. Instead of spending alot of time thinking about the thing in qualitative terms, why dont you first list your parameters and write down all equations that you know that tie them together and see what conclusions you can arrive at once you start eliminating variables.
>Clock prescaler
Yeah the whole thing has an ugly head and will require many more fixes later on. Too many things to escalate.
>Bit shifts
AFAIK the counters we're talking about are always hardware implemented. It's always possible to just reserve another register and loop two counters, sure. But you'd be doing it all in software. Once the hardware thing runs it runs until a match is found, perhaps some designs allow you to clear it without toggle but thats too far fetched for me to even look into AVR docu.
>Pass through functions
they don't. Minimum feedrate is simply a function of the clk and width of the counter compare reg.
>Clock by clock
No need to watch HW counters count.
>shell out
Debugging AVR is free
I'll just roll with the TMC idea. I have 4. If they all are unburnt it's enough to do all 3 axes minux extruder (not needed). All I have to do is ghettorig the SPI and CS. Seems easiest.
>>2932113
The Mega S I'm talking about is fabulous. I have no comparison. I bought it second hand and bent (skew) whacked it straightish, compensated skew, pimp her out like some bitch and she'll takes it without ever complaining. Amazing how Chang manages to engineer cost so well without fucking up. Oh right I swapped the PSU because noisy. Hows yours problematic?
Anonymous
7/17/2025, 10:40:36 PM
No.2932219
[Report]
>>2932268
>>2932271
>>2932187
That is nice and all, ehy can not they work out of the box? Why do I have to learn how to rig chips just to install a BL touch? Why is the custom furmware buggy and trying to go out of bounds? Why are both the factory and replacement bed bent? Why is the flow not constat? Why do the prints change with the same file and same settings? WHY can it not work out of the box?!
Anonymous
7/18/2025, 1:09:03 AM
No.2932255
[Report]
CHANG WHY DO YOU TREAT ME WITH CONTEMPT?
Anonymous
7/18/2025, 2:22:57 AM
No.2932268
[Report]
>>2932219
because you're paying $500 for the machine, not $20,000
Anonymous
7/18/2025, 2:30:11 AM
No.2932271
[Report]
>>2932300
>>2932219
Why do you 'need' a 'BL touch'?
>custom
Maybe the OEM isn't to blame after all?
Like I said: In my experience it works out of the box. Before modification and after modification. Just perfectly fine. It's not surpriaing either, it's a low resolution positioner with a plastic melter-pooper attached. Ofc it always just works.
>>2932271
The BL is to compensate the bent in the beds, so it would print around them.
>>2932300
It's 2025, get Eddy or Cartographer.
Anonymous
7/18/2025, 8:38:38 AM
No.2932326
[Report]
>>2932323
holy fucking trvke
you are not using embedded magnetic beds unless you know what kind of shit you are up to and for me cartographer took me less than a day to install and print
Anonymous
7/18/2025, 9:49:39 AM
No.2932327
[Report]
>>2932323
Or at least klicky, there’s no reason to buy a bltouch in 2025
Anonymous
7/18/2025, 10:02:04 AM
No.2932329
[Report]
>>2928764 (OP)
Oh I just realised thats my V6 snot monster in the OP, cool.
Anonymous
7/18/2025, 5:39:08 PM
No.2932378
[Report]
>>2932300
No shit my man! But I asked WHY you 'need' it. What I mean is, as I've alluded to I have made only good experiences with the printers. Tuhe process primitivity is it's strength: Cant go wrong. First layer 0.1mm? Ok. 0.3mm? Ok. Seems like a tenth won't fuck things up and so far the plate that just came with the printer seems to be just fine. If it's just OCD then slap a dial gauge, scan the bed and make an excel chart, put that in.
Anonymous
7/18/2025, 7:56:20 PM
No.2932400
[Report]
>>2932458
>>2932187
Update on this shit:
There IS a DEFAULT_MINIMUMFEEDRATE and DEFAULT_MINTRAVELRATE parameter in Marlin. But I had both at 0.0 already.
Building new Marlin for the bitch.
>picrel
is what she has to live with now. No fan. No SD. 4 TMC2130 because I had them. Originally I wanted to configure via SPI and Dir/Step but I'll try SPI first.
Anonymous
7/18/2025, 11:46:55 PM
No.2932448
[Report]
>>2932450
My first layers still look like this after calibrating Z offset and meshing the bed. Will increasing the bed temperature help?
Anonymous
7/18/2025, 11:51:46 PM
No.2932450
[Report]
>>2932448
Maybe? go ahead and try it. Might be under-extrusion? too fast on first layer? bad filament?
Anonymous
7/19/2025, 12:36:05 AM
No.2932458
[Report]
>>2932462
>>2932400
So I built a Marlin and M122 gives X and Y good Z and Z2 no good 'all high'. So SPI works. I tested all Stepsticks after reworking them.
Tested X and Y, both move.
I connected CS on a 'trigorilla 0.0.2' as follows:
X Servo 3
Y Servo 2
Z Servo 1
Z2 Servo 0
Now aparently Anycubic has changed ServoX pinout sometime. In Marlin I'm using TRIGORILLA_14 which then defaults to RAMPS since only TRIGORILLA_14_11 seems to be different.
This source here
https://1.bp.blogspot.com/-bEVO-FEKXbI/XlUBxkt0oEI/AAAAAAAAIxE/YeBAAWLAHNcpEbM_JAMYhh02rK2gClJ-wCLcBGAsYHQ/s1600/trigorilla_motherboard_pinout.jpg
says pin numbers are:
11 6 5 4, which RAMPS.h agrees with.
Could it be I have the _11 board? Does anyone have experience? Maybe It's not CS ?
Worst case I'll have to check my soldering, I was too lazy to lift the board out and treated the Servo_x through holes like SMD pads.
Anonymous
7/19/2025, 12:56:20 AM
No.2932462
[Report]
>>2932472
>>2932458
Should a fan come on for a second when you pass M122 to marlin?
It turns out Servo_0 / CS_Z2 is always low, Servo_1 / CS_Z is always high and both do not react to M122, as opposed to Servo_3 / CS_X which behaves as expected.
Also a fan comes on briefly when M122.I am not sure if this behaviour is new. Maybe said fan is on a C/S line now. KEK
Pointers?
Anonymous
7/19/2025, 1:01:12 AM
No.2932464
[Report]
>>2932465
hi i bought a p1s, did a benchy as the first print
it seemed to work fine the printer makes a lot of noise, like when the print head moves fast it like rattles the whole body. is there a way i can make it less... violent
maybe bump up print time a little bit? i have used 3d printers before and they were open (vs enclosure) and much quieter. like, it just sounds.. awful at faster speeds, almost a grinding or scraping noise even. print itself seems fine.
>what can i do to ensure this is normal and not some part thats misaligned or going to fail
Anonymous
7/19/2025, 1:07:19 AM
No.2932465
[Report]
>>2932469
>>2932464
take it off your wobbly bench and put it on the floor, does it still wobble?
check all the rails and belts for rubbing too.
Anonymous
7/19/2025, 1:15:26 AM
No.2932469
[Report]
>>2932478
>>2932465
>take it off your wobbly bench and put it on the floor, does it still wobble?
its on the floor
>check rails and belts
i dont see anything rubbing. i moved the print head around by hand. im going to try another print, i read online some people say its just the benchy thats obscenely loud for whatever reason
Anonymous
7/19/2025, 1:21:26 AM
No.2932472
[Report]
>>2932491
>>2932462
BINGO!
> M122
>SENDING:M122
>Testing X connection... OK
>Testing Y connection... OK
>Testing Z connection... OK
>Testing Z2 connection... OK
We have improved the shitsuation. Off to assraping the printer with super slow moves and high EMI!
DO I REALLY NEED A FAN FOR XYZ DRIVERS?
Anonymous
7/19/2025, 2:09:00 AM
No.2932478
[Report]
>>2932469
are you slicing the files yourself?
if so try turning down the printspeed a bit and see if it changes.
if not, the fuck are you doing anon, learn to slice
I feel like I fell for shills. I got a bambu because it was supposed to be an easy plug and play device. It can't even print basic shit without messing up something. I might just sell it and call it a day. Fun for the 50% it works the rest is a waste of time and money
Anonymous
7/19/2025, 2:32:41 AM
No.2932484
[Report]
>>2932479
Should have bought a Prusa.
Anonymous
7/19/2025, 2:56:35 AM
No.2932491
[Report]
>>2932508
>>2932472
>DO I REALLY NEED A FAN FOR XYZ DRIVERS?
If you turn down the stepper current you’ll be fine. Not like you need high-torque.
Anyhow, congrats on the pig’s new lipstick. Keep us updated on the project, I’m interested to see what practical design choices you end up making. What kind of toolholder will you use?
Anonymous
7/19/2025, 3:03:05 AM
No.2932493
[Report]
I got a Sidewinder X2 which has a textured glass bed. I can't PLA to stick for shit. I'm about to sand this motherfucker with 600 grit
Anonymous
7/19/2025, 3:20:13 AM
No.2932496
[Report]
>>2932498
>>2932479
You must be doing something retarded or have bad or wet filament.
>>2932496
I just find files slice with some supports and print. The supports definitely seem to be the weak link in all of it. Often they don't print right or rip apart what I am printing when removing them. I did see you should dry the filament I've dried it weekly on the bed for about 8 hours at 50c in an almost sealed box since I do live somewhere pretty humid
Anonymous
7/19/2025, 3:36:59 AM
No.2932503
[Report]
>>2932498
I think you are just doing something wrong. PLA and ABS dont really need to be dried. So if you are drying those you are already goofing. If your prints are delaminating when removing then you are using bad filament. I just bought a roll of PETG that is completely unusable. If you are using supports then that could be another problem. If your bed isnt cleaned with soap and water or isopropyl alcohol then the supports could be lifting. Some models are just janky too, a lot of people make shit in blender and upload the file with no regards to designing with printing in mind. You start messing with a lot of overhangs etc on some capeshit print and its over for you. I mainly only design my own stuff so my prints come out good 99% of the time. Really only have had issues with nozzle wear, bad filament, unclean plates, and a few other things. Have probably run 500+ spools across 6 different bambu printers. I dont think its the printer unless you got some random lemon.
>>2932491
>current
SPI debug said its set to 800 now. I've also set 400 for homing and factor 0.3 for holding. So if R_Sense 0.11 is correct (cant be bothered, it's a BTT V1.1 and Vref measured about 1V). Then thats that. I considered designing one of those channels, so I can mount the fan upright in the dead space and have it blow through that, if needed.
I am not getting 1mm/min and below on X, Y and Z. Z still is surprisingly noisy, maybe threaded rod vs belt?
Dimensions seem okay by eyeball and 1mm/min on Z sounds real cool like the waves coming in at the beach. Probably thanks to that interpolated sinusoidal waveform.
High speed still works fine. I was worried at first. So I guess I can still print.
>picrel
The electrodes I last used in manual experiments are just pieces of brass and graphite. Manual meaning using a flexure and a micrometer screw to feed so that it sounds about right. At 10s of kHz you cant look at every event on the scope so you have to tell by sound what the current probability for discharge is. Tap water and lamp oil as dielectric.
I made a crude dial gauge holder for the toolhead once. I'll use that. Or glue shit directly to the toolhead kek. Empty food container, slap some steel in and feed something through, hopefully. Lets hope the steel box is good enough for the EMI. I dont want the thing to go full spastic with a cup of lamp oil on the bed. Experiments are low power currently so dont expect big ass holes, also EDM is worse by a factor of maybe 1e3 compared to conventional cutting operations. So it wouldnt be the righg choice to fuck a big ol hole into something anyways.
>>2932508
still have reservations about running something 'tarded as this connected to my computer but... here goes nothing
Anonymous
7/19/2025, 6:45:22 AM
No.2932535
[Report]
>>2932498
Post some pictures. Let's see the sliced models and the failed prints.
Anonymous
7/19/2025, 7:05:38 AM
No.2932545
[Report]
>>2932572
>>2932508
>Tap water and lamp oil as dielectric
Which worked better? Or did you use them at the same time somehow?
I’d look into making a fixture attached to the bed through which you can touch-off a tool to calibrate its size. Maybe do it occasionally if you’re doing a lot of plunging operations to recalibrate the length.
>>2932510
Get a USB isolator. And I’d also want galvanic isolation between the EDM setup and the printer mainboard.
>>2932514
Nice.
Anonymous
7/19/2025, 10:20:34 AM
No.2932572
[Report]
>>2932573
>>2932584
>>2932545
I used both so far and so far I have trouble getting the process stable enough to do a quantitative analysis. Ironically I'm pretty sure the lack of flushing is the biggest problem right now. Hence the printer. There's two ways to do it: Pump and flood or regularly retract with high jerk, like a plunger. 'Self-pump' if you want. Which is why the decision to get the printer working in this capacity. But subjectively I like lamp oil so far. Also things just dont corrode, like linear hardware and such. But whatever you use, the amount of swarf or sludge that is generated is always crazy high and it's absolutely disgusting. Which is where the flushing problem stems from. When you manually control it you'll find you could swear the gap will eventually start shribking instead of growing. My guess it's the swarf under the electrode taking more room than it did when it was still a solid.
So yeah I'll try programming that next. The pumping. It's outside the scope of my work but I won't ever be satisfied doing things I see some researchers doing:
Either blast holes through mu thick material or alternatively blast and analyze a single pulse crater. We don't do gay shit here. I need absurd machining operations that are real use cases for EDM completed. Like 100 mu holes with ridicolous aspect ratios. Maybe I should to the good old 'hole through the side of a ball bearing' soon.
But all that will need sorting the swarf situation.
I'd love feedback. Like add a feature to the planner where it keeps track of last moves and is prepared to backtrack. This would be triggered when a short is detected and would be a must for wire EDM. You can not blast the wire free once you have a short, you'll break the wire. And if you use more than one axis in one direction (aka Z axis sinker EDM) you need to know where you came from to fix a short without another short.
Anonymous
7/19/2025, 10:23:23 AM
No.2932573
[Report]
>>2932572
disgusting amounts of undereater soot
Anonymous
7/19/2025, 11:42:14 AM
No.2932579
[Report]
>>2932583
>>2932510
>>2932514
i really need to check all this development when i have time, and read carefully all your post.
have you only posted here?
Anonymous
7/19/2025, 12:08:32 PM
No.2932583
[Report]
>>2932584
>>2932579
Yeah only here but nothing of much substance to be honest. I'm working on a paper, it will be published openly and freely, no paywalls or other gay shit. But I do not wish to give up academic capital before publishing. You know, kinda gay when another paper pops up just before yours that has supiciously similar content.
I'm just the guy who always needs to play with the thing while working on it. Keeps the motivation going and sometimes the ideas come when you just make it brrrt. All of the things I'm discussing here are out of scope and theoretically a wayste of time for me.
Anonymous
7/19/2025, 12:24:07 PM
No.2932584
[Report]
>>2933014
>>2932572
You can use a hollow tube as a tool and flush it out by blasting fluid down its core, right? That’s what Applied Science was doing, and I think it’s a must for high-aspect-ratio drilling. Of course, he was using a high-pressure pump to force the water down the narrow tube. For milling with a bigger tool you could get away a larger channel and lower pressure I suppose.
As for the reverse feed-rate issue, is this just being ignored by the rack robotics guys? I see Dynomotion and LinuxCNC can handle negative feed-rates, but I can’t find anything concrete suggesting Marlin can do so. Worst case you just move the tool upwards until the short clears, but that won’t work for any tool with an undercut (e.g. dovetail cutter, thread-cutting tool). Maybe Klipper would be more capable? It could potentially notice a short, then use meme scripting on the SBC to write a piece of g-code that does the opposite of your current move. Try a negative feed-rate in Marlin as-is, it might work, but I don’t know where it would stop.
I’m getting the impression that the PSU is actually far easier to diy than the closed-loop motion control. A while ago I though it would be fun to encode CNC motion as analog values on a (4-track) magnetic tape casette, your drift would be awful (maybe you could mitigate that with some sort of analogue modulation) but at least it would be easy to reverse.
>>2932583
Please post at least a rough schematic for your EDM pulse generator, on /ohm/ probably. Even a block diagram. Are you employed as an academic, or just doing this on the side?
Anonymous
7/19/2025, 11:14:14 PM
No.2932678
[Report]
>>2932684
I want to make a thing with petg and tpu, will superglue stick them together or should i just bolt it with screws and warshers?
its going to be inside so i guess i could use pla if i had to if it will stick to tpu somehow
Anonymous
7/19/2025, 11:50:40 PM
No.2932684
[Report]
>>2932689
>>2932678
Flexible things under force often deform enough to break superglue’s brittle bond. If you have to use a glue, I’d want to use a flexible glue like some sort of PU or silicone-based adhesive. Interlocking the parts such that a bolt can pass through them and put them in shear-mode is probably preferable to just bolting two layers together, since TPU under tension could deform around the fastener head/nut, but wide washers can mitigate that, and you might not even have to worry about that kind of force.
Anonymous
7/20/2025, 12:23:04 AM
No.2932689
[Report]
>>2932684
ok, yeah its just going to be a wire holder but now im thinking i can just stick a full tpu one to my desk with that clear vhb? tape.
not sure if it will stick tho but i guess im just going to try it
Anonymous
7/20/2025, 2:02:22 AM
No.2932711
[Report]
Has anyone tried out the Sunlu AMS dryer? Did I make a mistake in buying a dedicated dryer instead of that thing?
Anonymous
7/20/2025, 4:32:26 AM
No.2932733
[Report]
>>2932734
Anyone have an example fancy model I can try my printer out? I bought some matte PLA and I want a cool looking statue or something with a lot of detail, like those unpainted minis.
Anonymous
7/20/2025, 4:40:44 AM
No.2932734
[Report]
>>2932735
>>2932733
>matte PLA
lmao
Anonymous
7/20/2025, 4:46:34 AM
No.2932735
[Report]
>>2932734
w-what
it was the same price as the normal pla
i read it might be slightly softer but im not using it to build anything fancy so idc
Anonymous
7/20/2025, 1:44:10 PM
No.2932801
[Report]
Has anyone used lw/foaming filaments before? I've actually got tpu-lw but haven't used it, but wondering if this or lw asa is more suitable.
I want to print kaiju no #8s transformed body armor in pieces to stick on, thinking aome type of lw is best rather than fully rigid materials
Anonymous
7/20/2025, 2:08:00 PM
No.2932806
[Report]
>>2930157
I have some great success in printing 60a together with petg and other material combinations at work with the prusa xl and the now quite old e3d tool changer. It opens up a lot of fun new design possibilities.
Anonymous
7/20/2025, 11:59:57 PM
No.2932908
[Report]
>>2932981
We got the CC3D 72D TPU review by MyTechFun today. It’s less rigid than I thought it would be, but excellent for abrasion and impact resistance. Seems like it’s in that region where it’s not flexible enough to use for bendy things if it’s more than 2mm thick, and not stiff enough to be used for solid things less than 20mm thick. I want hard-hat 90D TPU.
Anonymous
7/21/2025, 12:33:25 AM
No.2932919
[Report]
>>2932938
What do you guys read/watch to get to the next level with printing? I got my printer for a month now and I feel I got the basics learned but I want to build on it. Learn the fancier settings, understand more why a print fails, maybe branch out into learning some 3D software to make parts as well. Would like to know which content you guys recommend most
Anonymous
7/21/2025, 1:18:57 AM
No.2932938
[Report]
>>2932919
MyTechFun for filament reviews, Slant3D and Functional Print Friday for practical design for 3D printing, Teaching Tech for troubleshooting, maybe others I’m forgetting.
Anonymous
7/21/2025, 3:58:42 AM
No.2932966
[Report]
>>2933001
i printed this
https://makerworld.com/en/models/1443376-the-dragon-child#profileId-1502687 on a bambu p1s with a spool of new creality pla. the spool has been sitting in my ams with desiccant in it for about a day, the rh in there is ~20. in bambu studio i turned down some of the temps to match what the filament recommended
>print at 200c
>max temp 230c
>bed temp 50c
i lowered the max volumetric speed to 12mm3/s from 21; I read online to do this for filaments that recommend a lower speed be used (the creality website recommends a printing speed of 50mm/s)
does anyone know why the top parts came out so bad? there's a bit of stringing but it isnt horrendous, just the top parts of the horn and other top-facing details don't seem tight at all, just ... goopy. i have auto bed leveling set, its a new printer and basically everything is set to default afaik.
Anonymous
7/21/2025, 4:39:29 AM
No.2932977
[Report]
>>2932982
Wish me luck lads.
>TFW no 0.8mm/1mm nozzle
This would be one of the few times it would be justified. But alas, 0.6 mm nozzle, 0.4 layer height, and a whole day and a half of printing it is.
72d tpu, completely solid.
This is to be able to move a 550lbs motorcycle around a garage with fairly uneven flooring where the current small wheels have the dolly beaching itself on random high spots.
>>2932908
I have found it to be as rigid as abs if you're willing to give it some wall thickness. It works perfect for things that will be tossed about without any regard for them being 3d printed. Case in point, this sprayer adapter that has been on this garden hose almost four months now, being used daily and used without any regard. Where it any other material it would've been broken by now. (I used straight nylon last year and it broke mid-season). I've found to be one of the few anisotropic filaments available, as the few times I've gotten to fail it's failed through layer lines rather than across.
Anonymous
7/21/2025, 4:48:36 AM
No.2932982
[Report]
Anonymous
7/21/2025, 5:58:37 AM
No.2932990
[Report]
>>2933001
>>2932981
>I've found to be one of the few anisotropic filaments available
If you watched the video, you'd see that's not true. It's twice as strong along the layer lines as across them.
(I'm assuming you meant to say isotropic, because most filaments are anisotropic like the 72D TPU).
Anonymous
7/21/2025, 6:32:09 AM
No.2932993
[Report]
>thingiverse is going to use ai to remove anything that even resembles a gun
lol
lmao even
Anonymous
7/21/2025, 6:58:19 AM
No.2933001
[Report]
>>2933088
>>2932966
Minimum layer time, I’m guessing it took too little time to print each layer so it’s not solidifying quickly enough.
>>2932981
Rigid enough to hold spring battery contacts in a power-bank? I wanna make a 5S 18650 LiFePO4 power bank to power my soldering iron. If the walls were 5mm thick I’m guessing not, but 10mm? I’d be fine with 8mm and some internal fins if it made it indestructible.
>>2932990
He didn’t do the layer adhesion test with different temperatures like he does for engineering filaments. I’m guessing the nylon hampers it’s layer adhesion at lower print temperatures, compared to straight TPU. Assuming it actually has nylon.
>>2932584
>hollow tube
this is precisely why I have based most of my electrodes for initial testing on brass tube.
I'd just need a pump and preferably a pump that is reasonably sized and a means of regulating or controlling the flow. Mind you I'm dicking around with lamp oil on a 3d printer. I dont want a huge mess. Which is why I'm currently not using the pumps I have around. Also I need to avoid getting carried away with doing too many things outside my works scope. A little is fine and good for my sanity. Also playing with the thing often makes you think more than rewriting the same formulas for the nth time.
You see I could probably rewrite marlins planner. I even have made a feedback loop for a standalone ram using a window comparator, stepper driver and stepper. I could get an USB isolator. I could be touching off tools and all that.
But I need to focus on doing the bare minimum to get a stable spark gap that I can use for development of the PSU. I once even considered just blasting film capacitors. Should make for a pretty decent spark gap the whole time until burnt up.
>Rack robotics
Last time I checked, they and many others ran open loop. Wire EDM seems to be very forgiving in that aspect but I am sure you're leaving alot of performance on the table.
>Negative feedrates? How does this work? Say you program an arc, the planner runs an arc and half way through you get a short. You can't wait for the next line of code, you need to break here, which is possible with conventional G-Code and then? Issue the same arc again with neg. feedrate? I think the planner should handle this.
>Schematic
Like I said, there will be a whole schematic, preferably even build manual, in 3 months. I am generally opposed to the idea of (((intellectual property))) and this wont be an exception. But until I have handed my thesis in it's my academic capital.
>employed
I was employed by my uni before, but a different lab than the ones im working with now.
>>2933014
Also I'm feeling a bit cute today and it's been a long time since the last catastrophic disassembly of the device. maybe I should turn it up for shits and giggles.
I'm currently running an IGBT for testing other things because I ran out of suitable fet's and am waiting for parts for SiC-FET gate driving. IGBTs and BJTs used in this capacity are just crazy robust but slow asf and the tail current at those voltages fries them really hot. I might swap another random IGBT in afterwards until hopefully tuesday SiC and back to working at 40kHz instead of 7 and still running hot asf despite long pauses.
Printer and USB are holding up great so far at only 500V open gap voltage.
Anonymous
7/21/2025, 8:07:32 AM
No.2933018
[Report]
>>2933017
kinda hard getting shots of this. Shes now running at 800V open gap and a calculated (ideal) spark current of 432 A. In water. Makes for nicer shots I find.
Anonymous
7/21/2025, 12:23:53 PM
No.2933055
[Report]
I'm thinking about switching from 0.6mm to 0.4mm nozzle
But I don't know, my 0.6mm works well, it won't clog on me, I get thick walls with 3 walls
Anonymous
7/21/2025, 12:33:46 PM
No.2933056
[Report]
>>2933059
>>2933014
I too hate intellectual property.
>series capacitor after boost stage
what is this, a cuk converter? Looks like it would ring badly. But I guess it protects you from shorts. So would tipping the workpiece to the positive power rail, which you could detect with some sort of resistive sensing before turning your transistor on and blowing it.
>>2933017
>IGBTs and BJTs
Did you blow up some silicon FETs already? SiC looks easier than GaN, since the devices are still enhancement mode, but 20V to the gate does mean you can’t use most conventional gate-drive chips.
I’ll have to look into the upsides and downsides of wire EDM over fixed-tool EDM milling, but fixed-tool seems much easier to assemble out of a 3D printer since you don’t have to have a wire feed mechanism and pulleys that goes underneath the workpiece. I guess tool wear on the mill is more of an issue though. Maybe I can get away with it if I’m only after 0.1mm tolerance. I hope there’s CAM software that can make toolpaths for a square tool.
>>2933056
>protects from shorts
Yes, half of the function is short protection. It would be real bad news to accidentially charge the inductor for arbitary time.
But it also has a function similar to the R in RC generators. The |Z| of the C is very different for the transient than it is for the ~DC. So you have a capacitive-resistive divider that allows for the full output voltage to appear on the inactive gap and then allows full current flow when the transient happens.
The R in RC does something similar, just at a fixed value while only the gap changes from high to low impedance. Without the RCs R the spark once struck would burn indefinately. So it allows charging when gap is high impedance and allows snuffing the spark when gap is low impedance. Too low of an R in RC and you got an arc. Arc =/= spark.
It rings badly and I have experiments planned to add a second transistor that switches the return path and gets punished in funny ways.
>did you blow up
next posts picrel will give an indication of blown up things
>you can't use most gate drive chips
Why not? I have lots of discrete gate drivers sitting here because beyond certaon gate current you just need to DIY. Bur the final product will have a gate driver. And it's just going rail to rail between the voltages you give it.
>Advantages of EDM
VERY hard materials, very brittle materials, microscopic features and very complex geometries that no odd shaped boring bar will ever reach, without flexing / breaking. That's about it. It's messy, uses 1e3 or more of the power needed for conventional operations, takes ages and making the electrode alone can be expensive and many jobs require several identical electrodes.
Check G-EDM on git. The guy purged his YT lately. But what he is really developing is addon HW for W-EDM on 3dp.
Anonymous
7/21/2025, 1:11:59 PM
No.2933060
[Report]
>>2933059
>picrel
a small selection of trabsistor sacrifices to the gods of EDM and avalance breakdown.
I kinda like looking inside and also sometimes it helps chucking them under a microscope if you don't know if it was the gate or channel.
Anonymous
7/21/2025, 5:05:36 PM
No.2933079
[Report]
I'm weirdly apprehensive when it comes to finally killing thag transistor today.
anon just curious why edm instead of ecm? (electrochemical machining)
Anonymous
7/21/2025, 5:24:21 PM
No.2933088
[Report]
>>2933001
>I’m guessing the nylon hampers it’s layer adhesion at lower print temperatures, compared to straight TPU.
It doesn't have nylon, and the highest ratio of layer adhesion to tensile strength he ever tested was a nylon printed only 10C higher.
Anonymous
7/21/2025, 7:15:58 PM
No.2933109
[Report]
>>2933122
>>2933087
I kinda just always liked it and theres new research out and I just chose that to work on rn.
Also idk much about ECM but I believe the spectrum. of application is vastly different really.
And it goes crackle crackle. I like the crackle.
Anonymous
7/21/2025, 8:37:52 PM
No.2933122
[Report]
>>2933109
i do like edm and was done in some places i worked, but i was always heard that ecm was more viable for the diy enthusiast, so that is why i was asking
Anonymous
7/21/2025, 9:15:17 PM
No.2933130
[Report]
>>2933138
>>2933059
>It rings badly
Sounds like a job for a snubber of some sort, but that’s a lot of energy to eat up. I was under the impression that you’d just reduce the pulse length on the transistor to ensure you get a spark and not an arc, but maybe that’s insufficient.
>Why not
Actually now that I look I see commoned gate driver ICs supporting up to 20V, so it’s fine. Cool.
>Advantages of EDM
I was more asking about wire vs mill EDM.
>>2933087
I guess thats also worth considering. The lack of cathode wear allows you co calibrate strangely shaped tools sand they won’t change shape throughout the process. Still need reversible g-code though.
Anonymous
7/21/2025, 9:53:02 PM
No.2933138
[Report]
>>2933130
>spark / arc
With the inductive principle and the cap in place you will always be protected from arcing. Usually the supply voltage for the inductive design will be was too low to sustain and arc anyways but suppose for some reasom (mo powah babe) you went above 50V on the supply side the cap will still protect you from arcs as it only lets the transient pass and with the inductive process it's hard enough the way it is to store proper amounts of energy. You wont risk accidentially storing too much. Also the characteristic waveform of the discharge current is a very steep rise and gradual decline. Other way round than with caps.
When you do away with the cap you wil need a switch instead. So again: You get to decide the time when there definately won't be something flowing. If you tried it without the cap and switch you could not only short but also arc, if supply voltsge permits it. The coil would ionize thr gap and the PSU would just keep feeding it.
>Up to 20V
I think more even, usually and I think thry the limit is often given as total swing, like +20/-20 makes 40. Up to you if you then go +30/-10 or whatever. Same story for the driver.
>Wire vs sinker EDM
Well one use case is definately contouring. While the other is 'funny shaped cavity making'. I'd say drilling wonky holes but that's often actually a bad use case.
Conventionally machine the molds for pic related. Cant W-EDM it either. I guess sibker EDM it is.
Yeah I think the fact that you get to keep your entire electrode in ECM is really cool. Imagine you could use the process with a wire. No need to spool the wire. Bit I guess if you short, even on slurry, you will wear the tool.
Fucking transistor is still alive. Meh.
Anonymous
7/22/2025, 1:39:34 AM
No.2933198
[Report]