Sieg
6/9/2025, 8:58:26 AM
No.2922997
[Report]
>>2923006
>>2923419
>>2927257
>>2927446
>>2935557
>>2945809
>>2947273
>>2949932
>>2954237
>>2954328

/EMOT/ - Eternal Machine Operator Thread
Clock in, push green button, play on phone until m30 happens
When out of metal go get an adult
Never going to learn gcode or machine offsets what about you guys?
What flavor vapes are the best?
>hey bro
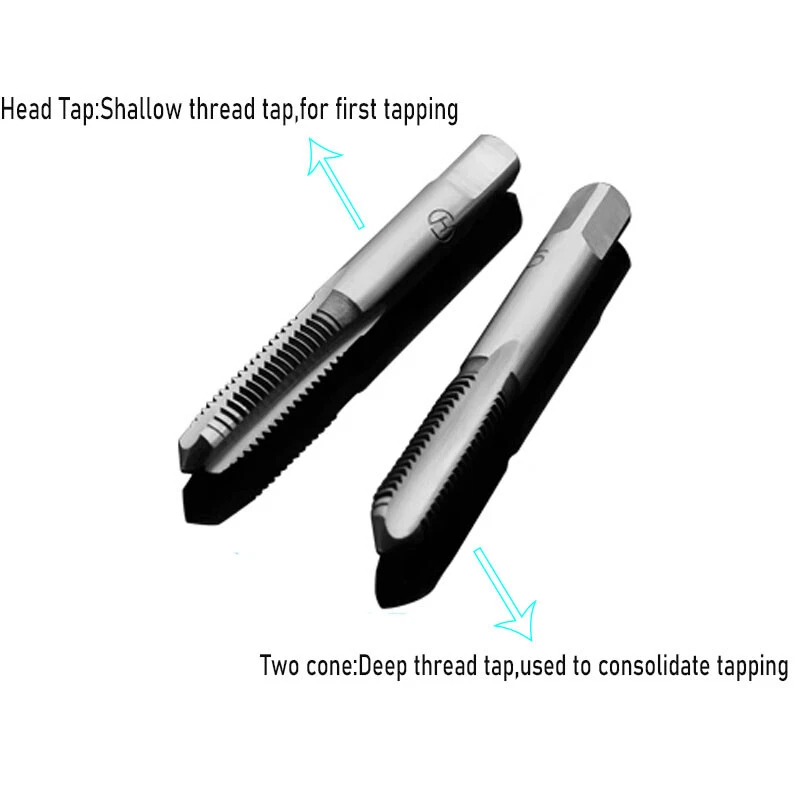
> one of the drill bits, the one with the flat bottom that cuts with the sides is broken
> Imma go smoke while you fix it bro
Clock in, push green button, play on phone until m30 happens
When out of metal go get an adult
Never going to learn gcode or machine offsets what about you guys?
What flavor vapes are the best?
>hey bro
> one of the drill bits, the one with the flat bottom that cuts with the sides is broken
> Imma go smoke while you fix it bro